
Plinsko zavarivanje i rezanje
Preporuke:
1. Reducir ventil
Održavanje:
A - provjerite ulazni priključak kako biste se uvjerili da ne propušta
B - provjerite manometar
C - okrenite ručicu ventila nakon otvaranja plinskog ventila i provjerite da pritisak postepeno raste
Zlatna pravila:
- nikad ne podmazujte
- preporučuje se zamjena reducir ventila nakon ne više od 5 godina uporabe, čak i ako i dalje ispravno radi
2. Cijevi
Održavanje:
provjerite čitavu dužinu cijevi tako da ju savijete i na taj način provjerite da li je u dobrom stanju. Provjerite da li ima pukotina, rupa ili ispupčenja.
Zlatna pravila:
- preporučuje se zamjena cijevi nakon tri godine intenzivne uporabe, u protivnom jednom u pet godina
3. Brze spojnice
Održavanje:
D- provjerite da li su spojevi dobro pričvršćeni
E- provjerite nepropustljivost pri uporabi kod servisnog pritiska, prvo kod osiguranog spoja, a potom kod rastavljenog
Zlatna pravila:
- uvijek zamjenite u slučaju nezgode (drobljenje, oštećenje) ili u slučaju kvara (propuštanje, gubljenje pritiska)
4. Nepovratni ventil
Djelovi od iznimno velike važnosti. Spriječavaju povratak plamena i mješavine plinau slučaju kvara plamenika. Ugrađuju se na rukohvate i na reducir ventile. Obratiti pažnju na strelice koje pokazuju protok plina
Zlatna pravila:
- uvijek zamjenite u slučaju povrata plamena ili kvara
- preporučuje se zamjena nepovratnih ventila nakon ne više od 3 godine uporabe, čak i ako su u dobrom stanju.
5. Rezači
Održavanje:
F- provjerite priključke za plin i kisik
G- provjerite nepropustljivost ventila
H- provjerite da su sapnice (dizne) u dobrom stanju i da ne propuštaju
Zlatna pravila:
- preporučuje se zamjena rezača nakon ne više od tri godine korištenja, čak i ako još uvijek ispravan
Osnovni izvori opasnosti pri radu su:
Boce moraju biti udaljene od mjesta zavarivanja najmanje 3 m.
Boce je najbolje držati izvan radnih prostorija, ali zaštićene od sunčevih zraka, mraza ili kiše.
Boca s acetilenom mora stajati uspravno, ili pod kutom ne manjim od 45 stupnjeva u odnosu prema vodoravnoj podlozi.
Prije početka rada potrebno je provjeriti jesu li gumene cijevi za dovod plinova u dobrom stanju i dovoljno savitljive, jesu li odgovarajuće boje za pojedinu vrstu plina (plava za kisik, crvena za gorivi plin), jesu li nepropusne naročito na spojevima, jesu li dobro pričvršćene na spojna mjesta odgovarajućim obujmicama (nikada žicom) te jesu li zaštićene od iskara i vrućih predmeta, kao i od oštećenja na prolazima.
Ako se za zavarivanje i rezanje koriste plinovi iz čeličnih boca, na njima moraju biti postavljeni uređaji za zaštitu od povratnog udara plamena – nepovratni ventili.
Nepovratni ventili (suhi osigurači) moraju biti postavljeni na rezaču na priključnim mjestima gumenih cijevi, kao i na reducir ventilima.
Obavezno obratiti pozornost na smjer protoka plina koji označen sa strelicama.
Pri paljenju plamenika, rezača mora se voditi računa o redoslijedu propuštanja plinova. Najprije se otvara ventil za kisik do odgovarajućeg tlaka, a zatim ventil za acetilen. Takva se smjesa zapali upaljačem, a zatim se još dotjera prolaz acetilena. Plamen se gasi obrnutim redoslijedom.
Za vrijeme rada potrebno je spriječiti širenje plinova u okolinu provjerom brtvi na plameniku, ventilima i spojnim mjestima. Propusnost se mora provjeravati sapunicom, a nikako zapaljenom šibicom. Ventili za kisik ne smiju se mazati uljem ili mastima odnosno primati masnim rukama ili rukavicama. Kisikom se ne smiju nikada prozračivati prostorije, ispuhivati odijelo ili se hladiti. Radi zaštite očiju od bliještanja te ultraljubičastog i infracrvenog zračenja, koje se pojavljuje pri plinskom zavarivanju, moraju se nositi zaštitne naočale s tamnim staklima takvog zasjenjenja koje odgovara vrsti posla (prema DIN - u između 4. i 7.).
Pri plinskom zavarivanju u zatvorenom prostoru moraju se koristiti ventilacijski uređaji za odsisavanje plinova i dimova neposredno s mjesta rada, naročito ako se radi na predmetima od cinka, mjedi ili ostalih obojenih metala, ili na predmetima koji su obojeni minijem i si.
Pri plinskom zavarivanju moraju se koristiti sva propisana osobna zaštitna sredstva kao što su:
Zavarivati se smije isključivo na mjestima koja su sigurna od nastanka požara. To se naročito odnosi na privremena mjesta rada, na kojima se ne zavaruje stalno nego prema potrebi.
Pri zavarivanju se uvijek stvara vrlo visoka temperatura pa se mnogi materijali, koji dođu u dodir s dijelovima koji se zavaruju, mogu zapaliti. Uz to najveća opasnost za nastanak požara jesu užarene čestice koje se stvaraju pri zavarivanju i padaju uokolo mjesta zavarivanja, čak na udaljenost i do 10 m. Ako takve vruće ili užarene čestice dođu u dodir sa zapaljivim materijalima, mogu uzrokovati požar čak i nekoliko dana nakon zavarivanja. Ukoliko želite zaštiti prostor ili predmete od užarenih čestica koristite vatrootpone materijale (pokrivače za zavarivanje)
U ponudi imamo materijale otporne na visoke temperature (od 500 C – 1100 C)
Zbog toga se na mjestu rada moraju osigurati svi uvjeti kako ne bi nastao požar te pribaviti odgovarajuća dokumentacija, a nakon završenih radova obaviti zapisnička primopredaja radova.
Na tokarskom stroju smijete raditi samo ako ispunjavate posebne uvjete za rad na tim strojevima te ako ste osposobljeni za siguran rad na njima.
U slučaju bilo kakvog kvara na tokarskom stroju ili alatu, na zaštitnoj napravi ili uređajima za uklju¬čivanje, zaustavite stroj i kvar dojavite odgovornom voditelju poslova.
Plinsko zavarivanje smijete obavljati samo ako ispunjavate posebne uvjete za rad na tim poslovima te ako ste osposobljeni za siguran rad na njima. U slučaju bilo kakvog kvara na čeličnim bocama ili priboru za plinsko zavarivanje ugasite plamenik, zatvorite sve ventile i kvar dojavite odgovornom voditelju poslova.
Nakon svršetka rada zatvorite sve ventile na bocama, odteretite reducir ventile, a pribor za zavarivanje odlazite tako da nije moguće neovlašteno korištenje plinova. Na vruće predmete obrade postavite znak kojim ćete upozoriti okolne radnike na opasnost od opeklina ili ih ogradite.
Za vrijeme plinskog zavarivanja usredotočite se na rad i ne razgovarajte s drugim radnicima. Posebno su opasne različite Šale i igre, jer mogu biti uzrokom ozljede.
Preporuke:
- Osigurajte plinske boce prije upotrebe na radnom mjestu ili odgovarajućim kolicima
- koristite ogovarajuću osobnu zaštitnu opremu: naočale, rukavice, pregaču
1. Reducir ventil
Održavanje:
A - provjerite ulazni priključak kako biste se uvjerili da ne propušta
B - provjerite manometar
C - okrenite ručicu ventila nakon otvaranja plinskog ventila i provjerite da pritisak postepeno raste
Zlatna pravila:
- nikad ne podmazujte
- preporučuje se zamjena reducir ventila nakon ne više od 5 godina uporabe, čak i ako i dalje ispravno radi
2. Cijevi
Održavanje:
provjerite čitavu dužinu cijevi tako da ju savijete i na taj način provjerite da li je u dobrom stanju. Provjerite da li ima pukotina, rupa ili ispupčenja.
Zlatna pravila:
- preporučuje se zamjena cijevi nakon tri godine intenzivne uporabe, u protivnom jednom u pet godina
3. Brze spojnice
Održavanje:
D- provjerite da li su spojevi dobro pričvršćeni
E- provjerite nepropustljivost pri uporabi kod servisnog pritiska, prvo kod osiguranog spoja, a potom kod rastavljenog
Zlatna pravila:
- uvijek zamjenite u slučaju nezgode (drobljenje, oštećenje) ili u slučaju kvara (propuštanje, gubljenje pritiska)
4. Nepovratni ventil
Djelovi od iznimno velike važnosti. Spriječavaju povratak plamena i mješavine plinau slučaju kvara plamenika. Ugrađuju se na rukohvate i na reducir ventile. Obratiti pažnju na strelice koje pokazuju protok plina
Zlatna pravila:
- uvijek zamjenite u slučaju povrata plamena ili kvara
- preporučuje se zamjena nepovratnih ventila nakon ne više od 3 godine uporabe, čak i ako su u dobrom stanju.
5. Rezači
Održavanje:
F- provjerite priključke za plin i kisik
G- provjerite nepropustljivost ventila
H- provjerite da su sapnice (dizne) u dobrom stanju i da ne propuštaju
Zlatna pravila:
- preporučuje se zamjena rezača nakon ne više od tri godine korištenja, čak i ako još uvijek ispravan
Osnovni izvori opasnosti pri radu su:
- Pad čeličnih boca s plinovima pod tlakom i oštećenje ventila.
- Opekline pojedinih dijelova tijela zbog prskanja užarenih metalnih čestica te pri dodiru s vrućim ili užarenim metalnim površinama.
- Oštećenje očiju zbog štetnog zračenja na vidljivom području koje se očituje bliještanjem.
- Oštećenje očiju zbog štetnog ultraljubičastog i infracrvenog zračenja.
- Oštećenje organizma udisanjem štetnih plinova, para i dimova koji nastaju pri zavarivanju.
- Eksplozija plinske smjese zapaljivih plinova i kisika.
- Požar zapaljivih tvari blizu mjesta zavarivanja.
Boce moraju biti udaljene od mjesta zavarivanja najmanje 3 m.
Boce je najbolje držati izvan radnih prostorija, ali zaštićene od sunčevih zraka, mraza ili kiše.
Boca s acetilenom mora stajati uspravno, ili pod kutom ne manjim od 45 stupnjeva u odnosu prema vodoravnoj podlozi.
Prije početka rada potrebno je provjeriti jesu li gumene cijevi za dovod plinova u dobrom stanju i dovoljno savitljive, jesu li odgovarajuće boje za pojedinu vrstu plina (plava za kisik, crvena za gorivi plin), jesu li nepropusne naročito na spojevima, jesu li dobro pričvršćene na spojna mjesta odgovarajućim obujmicama (nikada žicom) te jesu li zaštićene od iskara i vrućih predmeta, kao i od oštećenja na prolazima.
Ako se za zavarivanje i rezanje koriste plinovi iz čeličnih boca, na njima moraju biti postavljeni uređaji za zaštitu od povratnog udara plamena – nepovratni ventili.
Nepovratni ventili (suhi osigurači) moraju biti postavljeni na rezaču na priključnim mjestima gumenih cijevi, kao i na reducir ventilima.
Obavezno obratiti pozornost na smjer protoka plina koji označen sa strelicama.
Pri paljenju plamenika, rezača mora se voditi računa o redoslijedu propuštanja plinova. Najprije se otvara ventil za kisik do odgovarajućeg tlaka, a zatim ventil za acetilen. Takva se smjesa zapali upaljačem, a zatim se još dotjera prolaz acetilena. Plamen se gasi obrnutim redoslijedom.
Za vrijeme rada potrebno je spriječiti širenje plinova u okolinu provjerom brtvi na plameniku, ventilima i spojnim mjestima. Propusnost se mora provjeravati sapunicom, a nikako zapaljenom šibicom. Ventili za kisik ne smiju se mazati uljem ili mastima odnosno primati masnim rukama ili rukavicama. Kisikom se ne smiju nikada prozračivati prostorije, ispuhivati odijelo ili se hladiti. Radi zaštite očiju od bliještanja te ultraljubičastog i infracrvenog zračenja, koje se pojavljuje pri plinskom zavarivanju, moraju se nositi zaštitne naočale s tamnim staklima takvog zasjenjenja koje odgovara vrsti posla (prema DIN - u između 4. i 7.).
Pri plinskom zavarivanju u zatvorenom prostoru moraju se koristiti ventilacijski uređaji za odsisavanje plinova i dimova neposredno s mjesta rada, naročito ako se radi na predmetima od cinka, mjedi ili ostalih obojenih metala, ili na predmetima koji su obojeni minijem i si.
Pri plinskom zavarivanju moraju se koristiti sva propisana osobna zaštitna sredstva kao što su:
- zaštitna kapa,
- zaštitne naočale s tamnim staklima,
- zaštitne rukavice za zavarivače,
- zaštitno odijelo,
- zaštitna pregača,
- zaštitne cipele s čeličnom kapicom i dr.
Zavarivati se smije isključivo na mjestima koja su sigurna od nastanka požara. To se naročito odnosi na privremena mjesta rada, na kojima se ne zavaruje stalno nego prema potrebi.
Pri zavarivanju se uvijek stvara vrlo visoka temperatura pa se mnogi materijali, koji dođu u dodir s dijelovima koji se zavaruju, mogu zapaliti. Uz to najveća opasnost za nastanak požara jesu užarene čestice koje se stvaraju pri zavarivanju i padaju uokolo mjesta zavarivanja, čak na udaljenost i do 10 m. Ako takve vruće ili užarene čestice dođu u dodir sa zapaljivim materijalima, mogu uzrokovati požar čak i nekoliko dana nakon zavarivanja. Ukoliko želite zaštiti prostor ili predmete od užarenih čestica koristite vatrootpone materijale (pokrivače za zavarivanje)
U ponudi imamo materijale otporne na visoke temperature (od 500 C – 1100 C)
Zbog toga se na mjestu rada moraju osigurati svi uvjeti kako ne bi nastao požar te pribaviti odgovarajuća dokumentacija, a nakon završenih radova obaviti zapisnička primopredaja radova.
Na tokarskom stroju smijete raditi samo ako ispunjavate posebne uvjete za rad na tim strojevima te ako ste osposobljeni za siguran rad na njima.
U slučaju bilo kakvog kvara na tokarskom stroju ili alatu, na zaštitnoj napravi ili uređajima za uklju¬čivanje, zaustavite stroj i kvar dojavite odgovornom voditelju poslova.
Plinsko zavarivanje smijete obavljati samo ako ispunjavate posebne uvjete za rad na tim poslovima te ako ste osposobljeni za siguran rad na njima. U slučaju bilo kakvog kvara na čeličnim bocama ili priboru za plinsko zavarivanje ugasite plamenik, zatvorite sve ventile i kvar dojavite odgovornom voditelju poslova.
Nakon svršetka rada zatvorite sve ventile na bocama, odteretite reducir ventile, a pribor za zavarivanje odlazite tako da nije moguće neovlašteno korištenje plinova. Na vruće predmete obrade postavite znak kojim ćete upozoriti okolne radnike na opasnost od opeklina ili ih ogradite.
Za vrijeme plinskog zavarivanja usredotočite se na rad i ne razgovarajte s drugim radnicima. Posebno su opasne različite Šale i igre, jer mogu biti uzrokom ozljede.

Najčešće postavljena pitanja na području zavarivanja
Varenje ili ZAVARIVANJE?
- Reč “varenje” se pogrešno upotrebljava kao naziv za proces ZAVARIVANJA koji je ispravan. Potiče od slovenačke reči “varjenje” koja na slovenačkom znači zavarivanje.
- Sinonim za postupak ručnog elektro-lučnog zavarivanja obloženim elektrodama ( REL ).
- Sinonim za poluautomatsko MIG-MAG zavarivanje u zaštiti gasa CO2 ili mešavine.
- Sinonim za TIG potupak zavarivanje u zaštiti gasa argona.
- Ručno Elektro Lučno zavarivanje. U engleskom jeziku skraćenica je MMA ( Manual Metal Arc ).
- Skraćenica potiče iz engleskog jezika i predstavlja medjunarodni termin za Metal Inert Gas. Koristi se za označavanje poluautomatskog MIG zavarivanja u zaštiti inertnog gasa argona koji svojim hemijskim sastavom NE UČESTVUJE aktivno u formiranju hemijskog sastava zavarenog spoja.
- Skraćenica potiče iz engleskog jezika i predstavlja medjunarodni termin za Metal Active Gas. Koristi se za označavanje poluautomatskog MAG zavarivanja u zaštiti aktivnog gasa CO2 koji svojim hemijskim sastavom ( prisustvom ugljenika ) UČESTVUJE aktivno u formiranju hemijskog sastava zavarenog spoja.
- Skraćenica potiče iz engleskog jezika i predstavlja medjunarodni termin za kombinaciju oznaka Metal Inert Gas i Metal Active Gas. Koristi se za označavanje uredjaja za poluautomatsko zavarivanje koji se mogu koristiti za oba postupka, i MIG i MAG.
- Skraćenica potiče iz engleskog jezika i predstavlja medjunarodni termin za Tungsten Inert Gas. Koristi se za označavanje TIG postupka zavarivanja u zaštiti inertnog gasa argona koji svojim hemijskim sastavom NE UČESTVUJE aktivno u formiranju hemijskog sastava zavarenog spoja.
- Skraćenica potiče iz nemačkog jezika i predstavlja medjunarodni termin za Wolfram Inert Gas. Koristi se za označavanje TIG postupka zavarivanja u zaštiti inertnog gasa argona koji svojim hemijskim sastavom NE UČESTVUJE aktivno u formiranju hemijskog sastava zavarenog spoja.
- Skraćenica potiče iz engleskog jezika i predstavlja medjunarodni termin za postupak Cold Metal Transfer. Koristi se za označavanje CMT postupka zavarivanja, relativno novog postupka prevedenog kao “Hladni Transfer Metala” razvijenog od strane firme FRONIUS.
- Predstavlja oznaku za mešavinu gasa koja se koristi za kvalitetno zavarivanje konstruktivnih čelika. Oznaka se koristi za 82/18, 75/25 i 92/08 procentne kombinacije gasova CO2 i argona.
- Skraćenica potiče iz engleskog jezika i predstavlja medjunarodni termin za naizmeničnu struju – Alternate Current. Primenjuje se kod označavanja univerzalnih uredjaja za AC/DC-TIG zavarivanje.
- Skraćenica potiče iz engleskog jezika i predstavlja medjunarodni termin za jednosmernu struju – Direct Current. Primenjuje se kod označavanja uredjaja za DC-TIG zavarivanje.
- Skraćenica potiče iz engleskog jezika i predstavlja medjunarodni termin za kombinaciju jednosmerne i naizmenične struje – Alternate Current i Direct Current. Primenjuje se kod označavanja univerzalnih uredjaja za AC/DC-TIG zavarivanje.
- Zona Uticaja Toplote. U engleskom jeziku skraćenica je HAZ ( Heat Affected Zone ).
- Termin “pištolj” se najčešće koristi za ručni gorionik za MIG-MAG zavarivanje, dok se termini gorionik i brener najčešće koriste za ručni gorionik kod TIG postupka zavarivanja.
- Naziv za set višefunkcionalnih kablova koji se koriste za priključivanje gorionika za zavarivanje.
- Naziv za čeličnu ili teflonsku-grafitnu vodilicu žice koja je sastavni deo polikabla za MIG-MAG zavarivanje.
- Svi ovi termini se koriste za zaštitnu čauru na vrhu gorionika za zavarivanje kroz koju se usmerava zaštitni gas. Najpravilniji izraz je ŠOBA. Mogu biti metalne, kod MIG-MAG gorionika, ili keramičke (karakteristične ružičaste boje) kod TIG gorionika.
- Oznaka za seriju uredjaja za REL zavarivanje firme FRONIUS.
- Oznaka za seriju uredjaja za DC-TIG zavarivanje firme FRONIUS.
- Oznaka za seriju uredjaja za AC/DC-TIG zavarivanje firme FRONIUS.
- Oznaka za seriju kompaktnih uredjaja za MIG-MAG zavarivanje firme FRONIUS.
- Oznaka za seriju Synergic uredjaja za MIG-MAG zavarivanje firme FRONIUS.
- Oznaka za seriju digitalnih uredjaja za MIG-MAG zavarivanje firme FRONIUS.
Oznaka za seriju multisistemskih digitalnih uredjaja za zavarivanje firme FRONIUS
Utjecaj legirnih elemenata na svojstva čelika
ALUMINIJ Male količine aluminija u čeliku (0,06%) povećavaju vlačnu čvrstoću, ali smanjuju plastičnost i udarnu žilavost. Povećava sklonost prema pukotinama. Zajedno s kromom i silicijem povećava otpornost prema oksidaciji na povišenim temperaturama, te se smatra najraširenijim deoksidansom u proizvodnji čelika. Koristi se za regulaciju rasta veličine zrna prije kaljenja.
BOR Dodaje se čeliku u iznosu od 0,0005% do 0,003% radi povećanja prokaljivosti. U kombinaciji s drugim legirnim elementima, bor djeluje kao „pojačivač“- povećava dubinu otvrdnjavanja prilikom kaljenja. Najučinkovitiji je u čelicima s niskim udjelom ugljika.
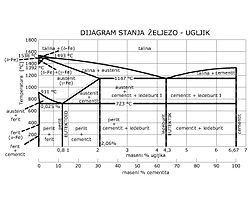
UGLJIK ima najveći utjecaj na svojstva čelika. S povećanjem udjela ugljika u čeliku do otprilike 0,85% rastu tvrdoća, vlačna čvrstoća i granica razvlačenja te postaje pogodan za toplinsku obradu. Nasuprot tome, žilavost i zavarljivost se smanjuju. Ako se udio ugljika povećava iznad određene granice u običnom čeliku, gotovo potpuno nestaje njegova sposobnost da se toplo ili hladno obrađuje. U području od 1,7% do 4,5% ugljika govorimo od lijevanom željezu.
MANGAN Mangan je obično prisutan u iznosu od 0,5% do 2%, ali određeni specijalni čelici imaju i do 20% (manganski čelici). Povećavanjem sadržaja mangana povećava se vlačna čvrstoća i tvrdoća, a u manjoj mjeri i granica razvlačenja. Također se smanjuje udarna žilavost. Pri sadržaju mangana iznad 1% povećava se sklonost čelika prema zakaljivanju i zavarivanje je otežano. Smanjenjem sadržaja mangana ispod 0,5% vlačna se čvrstoća znatno smanjuje, ali se udarna žilavost povećava.
FOSFOR Povećavanjem udjela fosfora u čeliku raste njegova tvrdoća i čvrstoća, ali i krhkost. Smanjuje se i zarezna udarna žilavost. Smatra se da povećava otpornost čelika na koroziju.
SUMPOR Važno svojstvo sumpora je da kada se koristi u relativno većim količinama, povećava obradivost materijala rezanjem.
Njegov udio u čeliku obično se kreće između 0,06 i 0,3%. Sumpor loše utječe na svojstva toplinske obrade - zavarljivost čelika pada s povećanjem udjela sumpora.
BAKAR Povećavanjem sadržaja bakra iznad 0,5% povećava se vlačna čvrstoća i granica razvlačenja. Povećavanje sadržaja bakra iznad 3,9% neznatno povećava izduženje i ubrzano smanjuje udarnu žilavost. Udio bakra iznad 0,2% omogućava povećanu otpornost prema atmosferskoj koroziji i koroziji u morskoj vodi. Bakar otežava postupak kovačkog zavarivanja, a nema ozbiljniji utjecaj pri postupcima elektrolučnog zavarivanja i zavarivanja plinskim plamenom.
KROM Ovaj element se često dodaje čeliku zbog ostvarivanja povećane otpornosti na koroziju i oksidaciju, povećanja zakaljivosti ili čvrstoće pri visokim temperaturama. U funkciji otvrdnjavanja čelika, često se koristi u kombinaciji s niklom da bi se dobila vrhunska mehanička svojstva. Krom je jako sklon tvorbi karbida te pogoršava zavarljivost čelika.
NIKAL Udio nikla do 10% povećava granicu razvlačenja i vlačnu čvrstoću, a neznatno se smanjuje istezljivost. Nikal ne tvori karbide u čeliku već ostaje otopljen u feritu, dajući ovoj fazi čvrstoću i žilavost. Nikal općenito povećava prokaljivost i udarnu čvrstoća čelika. Udarna čvrstoća na niskim temperaturama naročito se poboljšava ako je sadržaj kisika, dušika, sumpora, fosfora, mangana i silicija nizak.
MOLIBDEN Povećava prokaljivost čelika. Pored toga, poboljšava mehanička svojstva na povišenim temperaturama, sprječava krhkost i poboljšava korozijsku otpornost čelika.
NIOBIJ Povećava zateznu čvrstoću do sadržaja 1,2%, ali utječe na smanjenje udarne žilavosti. Kao i titanij, niobij za sebe veže ugljik i ne dopušta stvaranje krom-karbida, te time poboljšava otpornost zavarenih spojeva prema koroziji u agresivnim medijima (interkristalnoj koroziji).
TITANIJ Sadržaj titanija do 0,63% učinkovito djeluje na povećanje vlačne čvrstoće, ali uzrokuje smanjenje udarne žilavosti. Titanij poboljšava mehanička svojstva na povišenim temperaturama, ali pogoršava zavarljivost. Zbog afiniteta prema ugljiku, koristi se kao stabilizirajući element kod čelika kod kojih se zahtjeva otpornost prema interkristalnoj koroziji.
VANADIJ Čelici legirani vanadijem su pri zavarivanju osjetljiviji na pukotine i zahtijevaju posebnu tehnologiju zavarivanja. Povećavanjem sadržaja vanadija povećava se vlačna čvrstoća te otpornost materijala prema oksidaciji na povišenim temperaturama. Povećanjem sadržaja vanadija iznad 0,05% povećava otpornost prema starenju, a iznad 0,5% udarna žilavost opada.
ALUMINIJ Male količine aluminija u čeliku (0,06%) povećavaju vlačnu čvrstoću, ali smanjuju plastičnost i udarnu žilavost. Povećava sklonost prema pukotinama. Zajedno s kromom i silicijem povećava otpornost prema oksidaciji na povišenim temperaturama, te se smatra najraširenijim deoksidansom u proizvodnji čelika. Koristi se za regulaciju rasta veličine zrna prije kaljenja.
BOR Dodaje se čeliku u iznosu od 0,0005% do 0,003% radi povećanja prokaljivosti. U kombinaciji s drugim legirnim elementima, bor djeluje kao „pojačivač“- povećava dubinu otvrdnjavanja prilikom kaljenja. Najučinkovitiji je u čelicima s niskim udjelom ugljika.
UGLJIK ima najveći utjecaj na svojstva čelika. S povećanjem udjela ugljika u čeliku do otprilike 0,85% rastu tvrdoća, vlačna čvrstoća i granica razvlačenja te postaje pogodan za toplinsku obradu. Nasuprot tome, žilavost i zavarljivost se smanjuju. Ako se udio ugljika povećava iznad određene granice u običnom čeliku, gotovo potpuno nestaje njegova sposobnost da se toplo ili hladno obrađuje. U području od 1,7% do 4,5% ugljika govorimo od lijevanom željezu.
MANGAN Mangan je obično prisutan u iznosu od 0,5% do 2%, ali određeni specijalni čelici imaju i do 20% (manganski čelici). Povećavanjem sadržaja mangana povećava se vlačna čvrstoća i tvrdoća, a u manjoj mjeri i granica razvlačenja. Također se smanjuje udarna žilavost. Pri sadržaju mangana iznad 1% povećava se sklonost čelika prema zakaljivanju i zavarivanje je otežano. Smanjenjem sadržaja mangana ispod 0,5% vlačna se čvrstoća znatno smanjuje, ali se udarna žilavost povećava.
FOSFOR Povećavanjem udjela fosfora u čeliku raste njegova tvrdoća i čvrstoća, ali i krhkost. Smanjuje se i zarezna udarna žilavost. Smatra se da povećava otpornost čelika na koroziju.
SUMPOR Važno svojstvo sumpora je da kada se koristi u relativno većim količinama, povećava obradivost materijala rezanjem.
Njegov udio u čeliku obično se kreće između 0,06 i 0,3%. Sumpor loše utječe na svojstva toplinske obrade - zavarljivost čelika pada s povećanjem udjela sumpora.
BAKAR Povećavanjem sadržaja bakra iznad 0,5% povećava se vlačna čvrstoća i granica razvlačenja. Povećavanje sadržaja bakra iznad 3,9% neznatno povećava izduženje i ubrzano smanjuje udarnu žilavost. Udio bakra iznad 0,2% omogućava povećanu otpornost prema atmosferskoj koroziji i koroziji u morskoj vodi. Bakar otežava postupak kovačkog zavarivanja, a nema ozbiljniji utjecaj pri postupcima elektrolučnog zavarivanja i zavarivanja plinskim plamenom.
KROM Ovaj element se često dodaje čeliku zbog ostvarivanja povećane otpornosti na koroziju i oksidaciju, povećanja zakaljivosti ili čvrstoće pri visokim temperaturama. U funkciji otvrdnjavanja čelika, često se koristi u kombinaciji s niklom da bi se dobila vrhunska mehanička svojstva. Krom je jako sklon tvorbi karbida te pogoršava zavarljivost čelika.
NIKAL Udio nikla do 10% povećava granicu razvlačenja i vlačnu čvrstoću, a neznatno se smanjuje istezljivost. Nikal ne tvori karbide u čeliku već ostaje otopljen u feritu, dajući ovoj fazi čvrstoću i žilavost. Nikal općenito povećava prokaljivost i udarnu čvrstoća čelika. Udarna čvrstoća na niskim temperaturama naročito se poboljšava ako je sadržaj kisika, dušika, sumpora, fosfora, mangana i silicija nizak.
MOLIBDEN Povećava prokaljivost čelika. Pored toga, poboljšava mehanička svojstva na povišenim temperaturama, sprječava krhkost i poboljšava korozijsku otpornost čelika.
NIOBIJ Povećava zateznu čvrstoću do sadržaja 1,2%, ali utječe na smanjenje udarne žilavosti. Kao i titanij, niobij za sebe veže ugljik i ne dopušta stvaranje krom-karbida, te time poboljšava otpornost zavarenih spojeva prema koroziji u agresivnim medijima (interkristalnoj koroziji).
TITANIJ Sadržaj titanija do 0,63% učinkovito djeluje na povećanje vlačne čvrstoće, ali uzrokuje smanjenje udarne žilavosti. Titanij poboljšava mehanička svojstva na povišenim temperaturama, ali pogoršava zavarljivost. Zbog afiniteta prema ugljiku, koristi se kao stabilizirajući element kod čelika kod kojih se zahtjeva otpornost prema interkristalnoj koroziji.
VANADIJ Čelici legirani vanadijem su pri zavarivanju osjetljiviji na pukotine i zahtijevaju posebnu tehnologiju zavarivanja. Povećavanjem sadržaja vanadija povećava se vlačna čvrstoća te otpornost materijala prema oksidaciji na povišenim temperaturama. Povećanjem sadržaja vanadija iznad 0,05% povećava otpornost prema starenju, a iznad 0,5% udarna žilavost opada.

Grupiranje materijala prema zavarljivosti i u skladu sa ISO/TR 15608
Referentne baze podataka o čelicima (poput „Ključa za čelik“, eng. Key to Steel; nje. Stahlschlüssel) bilježe preko 2.000 različitih čelika po kemijskom sastavu, mikro-strukturnim i mehaničkim osobinama. Samo jedan dio ovih čelika (drugi čelici mogu biti npr. iz grupe alatnih čelika) su konstrukcioni čelici koji su principijelno predviđeni za zavarivanje, odnosno imaju dobru do uvjetovanu (problematičnu) zavarljivost. Ovo znači da se svi konstrukcioni čelici „ne ponašaju“ podjednako pri zavarivanju, već da imaju određene specifičnosti koje određuju njihovu zavarljivost.
Zato je u okviru tehničke regulative, radi pojednostavljenja poslova kvalifikacije zavarivača i procedura zavarivanja, kao i pridruženog sistema osiguranja kvaliteta, izvršeno grupiranje čelika. Na ovaj način čelici sličnog kemijskog sastava i opsega mehaničkih osobina pripadaju jednoj grupi, i smatra se da imaju slična svojstva zavarljivosti. U slučaju šireg opsega kemijskog sastava i mehaničkih osobina čelika unutar jedne grupe, moguće je i dalje grupiranje u tzv. podgrupe.
Tako sa praktičnog aspekta, uspješna kvalifikacija zavarivača ili procedura zavarivanja, za čelik iz jedne grupe podrazumijeva da je zavarivač, ili procedura kvalificirana i za sve ostale čelike iz date grupe. Moguća je čak i situacija da se pri uspješnoj kvalifikaciji na čeliku iz jedne grupe, više problematične zavarljivosti, ostvaruje kvalifikacija i za čelike iz grupe manje problematične zavarljivosti.
Tehnička informacija (ili standard) ISO/TR 15608 (eng. Welding - Guidelines for a metallic materials grouping system) upravo definira grupiranje materijala. Tako se prema ovome standardu svi čelici grupiraju u 11 glavnih grupa (grupe od 1 do 11), a dalje imamo grupe od 21 do 26 za Al-legure; od 31 do 38 za Cu-legure; od 41 do 48 za Ni-legure; od 51 do 54 za Ti-legure; od 61 do 62 za Zr-legure; i od 71 do 76, grupe rezervirane za livena gvožđa.
Referentne baze podataka o čelicima (poput „Ključa za čelik“, eng. Key to Steel; nje. Stahlschlüssel) bilježe preko 2.000 različitih čelika po kemijskom sastavu, mikro-strukturnim i mehaničkim osobinama. Samo jedan dio ovih čelika (drugi čelici mogu biti npr. iz grupe alatnih čelika) su konstrukcioni čelici koji su principijelno predviđeni za zavarivanje, odnosno imaju dobru do uvjetovanu (problematičnu) zavarljivost. Ovo znači da se svi konstrukcioni čelici „ne ponašaju“ podjednako pri zavarivanju, već da imaju određene specifičnosti koje određuju njihovu zavarljivost.
Zato je u okviru tehničke regulative, radi pojednostavljenja poslova kvalifikacije zavarivača i procedura zavarivanja, kao i pridruženog sistema osiguranja kvaliteta, izvršeno grupiranje čelika. Na ovaj način čelici sličnog kemijskog sastava i opsega mehaničkih osobina pripadaju jednoj grupi, i smatra se da imaju slična svojstva zavarljivosti. U slučaju šireg opsega kemijskog sastava i mehaničkih osobina čelika unutar jedne grupe, moguće je i dalje grupiranje u tzv. podgrupe.
Tako sa praktičnog aspekta, uspješna kvalifikacija zavarivača ili procedura zavarivanja, za čelik iz jedne grupe podrazumijeva da je zavarivač, ili procedura kvalificirana i za sve ostale čelike iz date grupe. Moguća je čak i situacija da se pri uspješnoj kvalifikaciji na čeliku iz jedne grupe, više problematične zavarljivosti, ostvaruje kvalifikacija i za čelike iz grupe manje problematične zavarljivosti.
Tehnička informacija (ili standard) ISO/TR 15608 (eng. Welding - Guidelines for a metallic materials grouping system) upravo definira grupiranje materijala. Tako se prema ovome standardu svi čelici grupiraju u 11 glavnih grupa (grupe od 1 do 11), a dalje imamo grupe od 21 do 26 za Al-legure; od 31 do 38 za Cu-legure; od 41 do 48 za Ni-legure; od 51 do 54 za Ti-legure; od 61 do 62 za Zr-legure; i od 71 do 76, grupe rezervirane za livena gvožđa.
Referentne baze podataka o čelicima (poput „Ključa za čelik“, eng. Key to Steel; nje. Stahlschlüssel) bilježe preko 2.000 različitih čelika po kemijskom sastavu, mikro-strukturnim i mehaničkim osobinama. Samo jedan dio ovih čelika (drugi čelici mogu biti npr. iz grupe alatnih čelika) su konstrukcioni čelici koji su principijelno predviđeni za zavarivanje, odnosno imaju dobru do uvjetovanu (problematičnu) zavarljivost. Ovo znači da se svi konstrukcioni čelici „ne ponašaju“ podjednako pri zavarivanju, već da imaju određene specifičnosti koje određuju njihovu zavarljivost.
Zato je u okviru tehničke regulative, radi pojednostavljenja poslova kvalifikacije zavarivača i procedura zavarivanja, kao i pridruženog sistema osiguranja kvaliteta, izvršeno grupiranje čelika. Na ovaj način čelici sličnog kemijskog sastava i opsega mehaničkih osobina pripadaju jednoj grupi, i smatra se da imaju slična svojstva zavarljivosti. U slučaju šireg opsega kemijskog sastava i mehaničkih osobina čelika unutar jedne grupe, moguće je i dalje grupiranje u tzv. podgrupe.
Tako sa praktičnog aspekta, uspješna kvalifikacija zavarivača ili procedura zavarivanja, za čelik iz jedne grupe podrazumijeva da je zavarivač, ili procedura kvalificirana i za sve ostale čelike iz date grupe. Moguća je čak i situacija da se pri uspješnoj kvalifikaciji na čeliku iz jedne grupe, više problematične zavarljivosti, ostvaruje kvalifikacija i za čelike iz grupe manje problematične zavarljivosti.
Tehnička informacija (ili standard) ISO/TR 15608 (eng. Welding - Guidelines for a metallic materials grouping system) upravo definira grupiranje materijala. Tako se prema ovome standardu svi čelici grupiraju u 11 glavnih grupa (grupe od 1 do 11), a dalje imamo grupe od 21 do 26 za Al-legure; od 31 do 38 za Cu-legure; od 41 do 48 za Ni-legure; od 51 do 54 za Ti-legure; od 61 do 62 za Zr-legure; i od 71 do 76, grupe rezervirane za livena gvožđa.
Referentne baze podataka o čelicima (poput „Ključa za čelik“, eng. Key to Steel; nje. Stahlschlüssel) bilježe preko 2.000 različitih čelika po kemijskom sastavu, mikro-strukturnim i mehaničkim osobinama. Samo jedan dio ovih čelika (drugi čelici mogu biti npr. iz grupe alatnih čelika) su konstrukcioni čelici koji su principijelno predviđeni za zavarivanje, odnosno imaju dobru do uvjetovanu (problematičnu) zavarljivost. Ovo znači da se svi konstrukcioni čelici „ne ponašaju“ podjednako pri zavarivanju, već da imaju određene specifičnosti koje određuju njihovu zavarljivost.
Zato je u okviru tehničke regulative, radi pojednostavljenja poslova kvalifikacije zavarivača i procedura zavarivanja, kao i pridruženog sistema osiguranja kvaliteta, izvršeno grupiranje čelika. Na ovaj način čelici sličnog kemijskog sastava i opsega mehaničkih osobina pripadaju jednoj grupi, i smatra se da imaju slična svojstva zavarljivosti. U slučaju šireg opsega kemijskog sastava i mehaničkih osobina čelika unutar jedne grupe, moguće je i dalje grupiranje u tzv. podgrupe.
Tako sa praktičnog aspekta, uspješna kvalifikacija zavarivača ili procedura zavarivanja, za čelik iz jedne grupe podrazumijeva da je zavarivač, ili procedura kvalificirana i za sve ostale čelike iz date grupe. Moguća je čak i situacija da se pri uspješnoj kvalifikaciji na čeliku iz jedne grupe, više problematične zavarljivosti, ostvaruje kvalifikacija i za čelike iz grupe manje problematične zavarljivosti.
Tehnička informacija (ili standard) ISO/TR 15608 (eng. Welding - Guidelines for a metallic materials grouping system) upravo definira grupiranje materijala. Tako se prema ovome standardu svi čelici grupiraju u 11 glavnih grupa (grupe od 1 do 11), a dalje imamo grupe od 21 do 26 za Al-legure; od 31 do 38 za Cu-legure; od 41 do 48 za Ni-legure; od 51 do 54 za Ti-legure; od 61 do 62 za Zr-legure; i od 71 do 76, grupe rezervirane za livena gvožđa.

EN ISO 9606-1 umjesto EN 287-1
EN ISO 9606-1, predviđeni nasljednik standarda EN 287-1, izazvao je mnogo kontroverzi u evropskoj industriji. Trenutni standard EN ISO 9606-1 (izdat sredinom 2012 god.) se u različitom obimu koristi u Evropi (npr. ne koristi ili se veoma rijetko koristi u Holandiji i Belgiji). Ipak, realnost je da se poslije mnogo godina „vjernog“ korištenja u Evropi, stari standard EN 287-1 treba zamijeniti standardom EN ISO 9606-1. Praktično, u Evropi od oktobra 2013 god. EN ISO 9606-1 smjenjuje (zamjenjuje) EN 287-1, i postaje harmonizirani standard. Tako će se u naredne 2 godine (24 mjeseca), u predviđenom prelaznom periodu, na snazi biti dva standarda za provjeru stručne osposobljenosti – certifikaciju (ili atestaciju) - zavarivača. Ova zamjena sa sobom donosi mnogo stvari koje nisu jasne, posebno u prelaznoj fazi.
Što se tiče bosansko-hercegovačko tržišta, prema Institut za standardizaciju Bosne i Hercegovine (BAS), obzirom na kašnjenje obavijesti o prihvaćanju standarda EN ISO 9606-1 u Evropi (od strane CEN/ISO), standard bi se trebao naći u Planu za preuzimanje tek u periodu 2014. godine. Do tada, u Bosni i Hercegovini, na snazi je samo BAS EN 287-1:2012. Naravno, primarno uvažavajući tržišnu orijentaciju bosansko-hercegovačkih firmi, o predmetnom prelazu sa jednog na drugi standard je bitno već sada razgovarati i informirati širu zavarivačku zajednicu.
U vezi sa navedenim prelazom sa EN 287-1 na EN ISO 9606-1 Evropska federacija za zavarivanje, spajanje i sječenje (EWF) izdala je i „EWF vodič za prelazak sa standarda EN 287-1 na EN ISO 9606-1 na što efikasniji način“ (eng. EWF Guide to deal with the transition from EN 287-1 to EN ISO 9606-1 as efficiently as possible). U nastavku donosimo najvažnije informacije iz EWF vodiča, pripremljenog od strane tehničkih komiteta za zavarivanje Holandije i Belgije.
Razlog zašto je ovaj prelaz tako važan leži u činjenici da su za kreiranje njegovih osnovnih postavki ovlaštena tijela izričito ugledala na zahtjeve koje drugi, „konkurentni“, standardi postavljaju (kao što su američki ASME BPVC kod i AWS).
Ovaj dokument ima za cilj da posluži kao vodič o tome kako se nositi sa ovim prelaskom na najefikasniji mogući način. To ne znači „moranje“, ali možda pruža razjašnjenje koje je potrebno čitatelju. Možda nepotrebno, ali je potrebno naglasiti da ovaj dokument ne zamjenjuje standard, nego ga naprosto objašnjava sa nešto više detalja.
Da bi kratka objašnjenja iz Vodiča bila jasnija, krenimo prvo od aktualnog sistema označavanja – oznake certifikata zavarivača prema EN ISO 9606-1, čime će se jasnije razumjeti izmjene u odnosu na označavanje definirano prema EN 287-1 (Primjer i objašnjenje novog sistema označavanja, na engleskom jeziku, može se preuzeti sa web stranice Njemačkog društva za zavarivanje (DVS)).
Primjer oznake certifikata zavarivača prema EN ISO 9606-1
Posmatrajući novi sistem označavanja certifikata zavarivača dvije su ključne razlike, a to su:
Referentni standardi
Lista referentnih standarda je potpuno ažurirana prema postojećem stanju, pri čemu su skoro sve reference bez datuma. To znači da se navedene reference upućuju na najnoviju verziju standarda. Dakle, budite oprezni.
Simboli i skraćenice
Za ispitne komade
Na ovoj listi je samo uvođenje „s“ upadljivo, pri čemu označava debljinu metala šava ili debljinu spoja pri zavarivanju sučeonog spoja. Ovaj parametar počinje biti važan kad gledamo obim osposobljenosti.
Za dodatne materijale
U cilju osiguranja najšire primjene različitih kodova i standarda, postoje opcionalne dvije kategorije za obložene elektrode: jedna kategorija je zasnovana na oznakama specifičnim za AWS; a druga na bazi slova kao što smo već navikli sa „starim“ EN 287-1.
Pregled oznaka dodatnih materijala prema EN ISO 9606-1
Budući da su to dva usporedna sistema, preporučeno je da se koriste oba sistema na certifikatima, sve sa ciljem da se spriječi moguća zabuna sada i u budućnosti, kao i da se certifikat omogući raspoznatljivim i za ASME, i za AWS i za ISO.
Esencijalne varijable i obim osposobljenosti
Glavna promjena u odnosu na EN 287-1 je to da je osnovni materijal zamijenjen dodatnim materijalom za zavarivanje. Ovo se u Vodiču objašnjava na način da se osnovni materijal svejedno mora unijeti (upisati), ali bez dodjeljivanja obima osposobljenosti za isti.
Postupci zavarivanja
Najveća promjena je vezana za MIG/MAG postupak zavarivanja, gdje se javlja možda i najveći problem. Naime, zavarivaču koji je osposobljen za područje zavarivanja prenosom metala tzv. kratkim spojem (eng. short arc; postupci 131, 135 ili 138) je također dozvoljeno zavarivanje drugim tipovima prenosa metala (kapljičasto, pulsirajuće, sprej luk) ali ne i obrnuto. Postavlja se pitanje: Kako utvrditi da li smo u području zavarivanja kratkim električnim lukom? Možete naravno reći „može se čuti“ ili „samo pogledajte mnoge dijagrame koje mi svi znamo“. Ali šta da radimo na primjer sa modernim izvorima struje za zavarivanje, koji ponekad variraju struju na vrlo suptilan način, skupa sa prenosom metala u električnom luku? Ovdje je zaista potreban zdrav razum. Režim čistog prenosa metala kratkim spojem je postignut ukoliko se zavarivanje izvodi sa izvorom napajanja na kojem su napon luka i brzina žice podešeni na male vrijednosti, pri čemu tokom zavarivanja nastaju kratki spojevi i gašenja električnog luka. Ovakva oprema za zavarivanje je podešena da radi sa određenim naponom luka i brzinom žice, pri čemu se kao izlaz dobiva varijabilna jačina struje: izvor struje ima CV (eng. Constant Voltage) strujno-naponsku karakteristiku. Ukratko, to je slučaj koji imamo kod konvencionalnih MAG izvor struje.
U mnogim modernim uređajima za zavarivanje ne postoji čisti kratki električni luk, nego ono što je poznato kao „modificirani kratki električni luk“ kako ga nazivaju neki proizvođači opreme za zavarivanje; odnosno, npr.: CMT od Fronius-a ili STT od Lincoln Electric-a, i slični. Ovakav modificiran električni luk kratkog spoja nije prihvatljiv za osposobljavanje zavarivača za kratki električni luk. Dakle, zavarivač se može kvalificirati za zavarivanje kratkim lukom samo ako su kao izvori struje korišteni uređaji koji se mogu podesiti da rade kao konvencionalni uređaji za zavarivanje sa CV strujno-naponskom karakteristikom.
Tip zavarenog spoja
Jedan važan podatak koji poznajemo iz zadnje revizije standarda EN 287-1, iz 2011 god., je činjenica da se ugaoni spoj ne može kvalifikovati ispitivanjem sučeonog spoja. Međutim, ovdje je zatražena određena alternativa, kombinovani ispitni komad (EN ISO 9601-1, Aneks C), pri čemu se jedan dio zavaruje kao ugaoni spoj, a drugi dio kao sučeoni, i oni se ispituju skupa. Također, korištenje ove opcije mora biti posebno navedeno u certifikatu.
Položaji zavarivanja
Po prvi put standard pravi aktivnu razliku između položaja za ispitivanje i položaja za zavarivanje. Razlika postoji već dugo vremena (možda to znate već dugi niz godina iz standarda ASME BPVC, ali ovo nije bilo korišteno, ili skoro nikako, u ISO ili u CEN standardima). U principu „PA“ ili „PB“ su oznake samo za označavanje pozicije ispitnog uzorka. Ove ispitne pozicije imaju tolerancije sa kojim proces ispitivanja mora biti izvršen. Različito je sa položajima zavarivanja, odnosno položajima u kojima dijelovi materijala mogu biti spojeni u toku proizvodnje. Ovi su označeni sa imenima kao što su „ravna“, „horizontalna“, „nadglavna“, itd. I ovdje postoje tolerancije koje su opisane u EN ISO 6947. To je ujedno i razlog zašto npr. ispitna pozicija PH (za cijevi), nema veći opseg osposobljenosti od PH, već samo za PA (ravni), PE (nadglavni), PF vertikalni prema gore). Dozvoljeni položaji zavarivanja u proizvodnji su sada usklađeni sa onim definiranim prema ASME BPVC Sec.IX i AWS, gdje se ovaj princip koristi bez problema. Tako, prema Vodiču, savjetuje se korištenje oba sistema označavanja pozicija (EN ISO i ASME/AWS) za Vaše certifikate, jer tako napravljen certifikat će biti najvjerovatnije prihvaćen od široke grupe inspektora ili osoblja za nadzor.
Označavanje pozicija zavarivanja (na engleskom i njemačkom jeziku) možete pogledati ovdje.
Period važenja i načini produženja važnosti certifikata
Bitan novi zahtjev je da se već sa prvom kvalifikacijom mora definirati na certifikatu kako će se vršiti produžavanje certifikata u budućnosti. Izbor je moguće napraviti birajući jednu od mogućnosti (EN ISO 9606-1, Par. 9.3). Potrebno je razumjeti da ispunjavanje ovog zahtjeva određuje izbor za svako produženje kvalifikacije.
Također, u cilju potvrđivanja (ovjeravanja) važnosti certifikata da prema standardu nije namjera da koordinator zavarivanja kompanije potpisuje privremene potvrde „na brzinu“ ako će produženje izvršiti poslije dvije ili tri godine. Potrebno je naglasiti da proizvođač ima odgovornost za proizvod koji isporučuje. Ukratko, certifikat zavarivača je moguće produžiti na jedan od sljedećih načina:
Certifikat zavarivača
Standard jasno kaže da je izdavanje certifikata strogo isključiva odgovornost ispitivača ili ispitnog tijela, i u dodatku A je predstavljena preporučena forma ili obrazac certifikata. Iz istog je uočljivo da, pored obaveznih esencijalnih parametara, u certifikatu moraju biti zabilježeni određeni parametri koji nisu esencijalni (npr. grupa i podgrupa osnovnog materijala, zaštitni gas, i slično).
***
Ova stručna tema je objavljena u drugom (#2) broju e-Glasnika.
tekst preuzet sa: http://www.dzbih.ba
EN ISO 9606-1, predviđeni nasljednik standarda EN 287-1, izazvao je mnogo kontroverzi u evropskoj industriji. Trenutni standard EN ISO 9606-1 (izdat sredinom 2012 god.) se u različitom obimu koristi u Evropi (npr. ne koristi ili se veoma rijetko koristi u Holandiji i Belgiji). Ipak, realnost je da se poslije mnogo godina „vjernog“ korištenja u Evropi, stari standard EN 287-1 treba zamijeniti standardom EN ISO 9606-1. Praktično, u Evropi od oktobra 2013 god. EN ISO 9606-1 smjenjuje (zamjenjuje) EN 287-1, i postaje harmonizirani standard. Tako će se u naredne 2 godine (24 mjeseca), u predviđenom prelaznom periodu, na snazi biti dva standarda za provjeru stručne osposobljenosti – certifikaciju (ili atestaciju) - zavarivača. Ova zamjena sa sobom donosi mnogo stvari koje nisu jasne, posebno u prelaznoj fazi.
Što se tiče bosansko-hercegovačko tržišta, prema Institut za standardizaciju Bosne i Hercegovine (BAS), obzirom na kašnjenje obavijesti o prihvaćanju standarda EN ISO 9606-1 u Evropi (od strane CEN/ISO), standard bi se trebao naći u Planu za preuzimanje tek u periodu 2014. godine. Do tada, u Bosni i Hercegovini, na snazi je samo BAS EN 287-1:2012. Naravno, primarno uvažavajući tržišnu orijentaciju bosansko-hercegovačkih firmi, o predmetnom prelazu sa jednog na drugi standard je bitno već sada razgovarati i informirati širu zavarivačku zajednicu.
U vezi sa navedenim prelazom sa EN 287-1 na EN ISO 9606-1 Evropska federacija za zavarivanje, spajanje i sječenje (EWF) izdala je i „EWF vodič za prelazak sa standarda EN 287-1 na EN ISO 9606-1 na što efikasniji način“ (eng. EWF Guide to deal with the transition from EN 287-1 to EN ISO 9606-1 as efficiently as possible). U nastavku donosimo najvažnije informacije iz EWF vodiča, pripremljenog od strane tehničkih komiteta za zavarivanje Holandije i Belgije.
Razlog zašto je ovaj prelaz tako važan leži u činjenici da su za kreiranje njegovih osnovnih postavki ovlaštena tijela izričito ugledala na zahtjeve koje drugi, „konkurentni“, standardi postavljaju (kao što su američki ASME BPVC kod i AWS).
Ovaj dokument ima za cilj da posluži kao vodič o tome kako se nositi sa ovim prelaskom na najefikasniji mogući način. To ne znači „moranje“, ali možda pruža razjašnjenje koje je potrebno čitatelju. Možda nepotrebno, ali je potrebno naglasiti da ovaj dokument ne zamjenjuje standard, nego ga naprosto objašnjava sa nešto više detalja.
Da bi kratka objašnjenja iz Vodiča bila jasnija, krenimo prvo od aktualnog sistema označavanja – oznake certifikata zavarivača prema EN ISO 9606-1, čime će se jasnije razumjeti izmjene u odnosu na označavanje definirano prema EN 287-1 (Primjer i objašnjenje novog sistema označavanja, na engleskom jeziku, može se preuzeti sa web stranice Njemačkog društva za zavarivanje (DVS)).
Primjer oznake certifikata zavarivača prema EN ISO 9606-1
Posmatrajući novi sistem označavanja certifikata zavarivača dvije su ključne razlike, a to su:
- Nema više oznake grupe osnovnog materijala, ova oznaka je zamijenjena oznakom grupe dodatnog materijala.
- Ne koristi se oznaka debljine osnovnog materijala „t“, već je ista zamijenjena oznakom „s“ koja određuje debljinu ostvarenog (deponiranog) metala šava.
Referentni standardi
Lista referentnih standarda je potpuno ažurirana prema postojećem stanju, pri čemu su skoro sve reference bez datuma. To znači da se navedene reference upućuju na najnoviju verziju standarda. Dakle, budite oprezni.
Simboli i skraćenice
Za ispitne komade
Na ovoj listi je samo uvođenje „s“ upadljivo, pri čemu označava debljinu metala šava ili debljinu spoja pri zavarivanju sučeonog spoja. Ovaj parametar počinje biti važan kad gledamo obim osposobljenosti.
Za dodatne materijale
U cilju osiguranja najšire primjene različitih kodova i standarda, postoje opcionalne dvije kategorije za obložene elektrode: jedna kategorija je zasnovana na oznakama specifičnim za AWS; a druga na bazi slova kao što smo već navikli sa „starim“ EN 287-1.
Pregled oznaka dodatnih materijala prema EN ISO 9606-1
Budući da su to dva usporedna sistema, preporučeno je da se koriste oba sistema na certifikatima, sve sa ciljem da se spriječi moguća zabuna sada i u budućnosti, kao i da se certifikat omogući raspoznatljivim i za ASME, i za AWS i za ISO.
Esencijalne varijable i obim osposobljenosti
Glavna promjena u odnosu na EN 287-1 je to da je osnovni materijal zamijenjen dodatnim materijalom za zavarivanje. Ovo se u Vodiču objašnjava na način da se osnovni materijal svejedno mora unijeti (upisati), ali bez dodjeljivanja obima osposobljenosti za isti.
Postupci zavarivanja
Najveća promjena je vezana za MIG/MAG postupak zavarivanja, gdje se javlja možda i najveći problem. Naime, zavarivaču koji je osposobljen za područje zavarivanja prenosom metala tzv. kratkim spojem (eng. short arc; postupci 131, 135 ili 138) je također dozvoljeno zavarivanje drugim tipovima prenosa metala (kapljičasto, pulsirajuće, sprej luk) ali ne i obrnuto. Postavlja se pitanje: Kako utvrditi da li smo u području zavarivanja kratkim električnim lukom? Možete naravno reći „može se čuti“ ili „samo pogledajte mnoge dijagrame koje mi svi znamo“. Ali šta da radimo na primjer sa modernim izvorima struje za zavarivanje, koji ponekad variraju struju na vrlo suptilan način, skupa sa prenosom metala u električnom luku? Ovdje je zaista potreban zdrav razum. Režim čistog prenosa metala kratkim spojem je postignut ukoliko se zavarivanje izvodi sa izvorom napajanja na kojem su napon luka i brzina žice podešeni na male vrijednosti, pri čemu tokom zavarivanja nastaju kratki spojevi i gašenja električnog luka. Ovakva oprema za zavarivanje je podešena da radi sa određenim naponom luka i brzinom žice, pri čemu se kao izlaz dobiva varijabilna jačina struje: izvor struje ima CV (eng. Constant Voltage) strujno-naponsku karakteristiku. Ukratko, to je slučaj koji imamo kod konvencionalnih MAG izvor struje.
U mnogim modernim uređajima za zavarivanje ne postoji čisti kratki električni luk, nego ono što je poznato kao „modificirani kratki električni luk“ kako ga nazivaju neki proizvođači opreme za zavarivanje; odnosno, npr.: CMT od Fronius-a ili STT od Lincoln Electric-a, i slični. Ovakav modificiran električni luk kratkog spoja nije prihvatljiv za osposobljavanje zavarivača za kratki električni luk. Dakle, zavarivač se može kvalificirati za zavarivanje kratkim lukom samo ako su kao izvori struje korišteni uređaji koji se mogu podesiti da rade kao konvencionalni uređaji za zavarivanje sa CV strujno-naponskom karakteristikom.
Tip zavarenog spoja
Jedan važan podatak koji poznajemo iz zadnje revizije standarda EN 287-1, iz 2011 god., je činjenica da se ugaoni spoj ne može kvalifikovati ispitivanjem sučeonog spoja. Međutim, ovdje je zatražena određena alternativa, kombinovani ispitni komad (EN ISO 9601-1, Aneks C), pri čemu se jedan dio zavaruje kao ugaoni spoj, a drugi dio kao sučeoni, i oni se ispituju skupa. Također, korištenje ove opcije mora biti posebno navedeno u certifikatu.
Položaji zavarivanja
Po prvi put standard pravi aktivnu razliku između položaja za ispitivanje i položaja za zavarivanje. Razlika postoji već dugo vremena (možda to znate već dugi niz godina iz standarda ASME BPVC, ali ovo nije bilo korišteno, ili skoro nikako, u ISO ili u CEN standardima). U principu „PA“ ili „PB“ su oznake samo za označavanje pozicije ispitnog uzorka. Ove ispitne pozicije imaju tolerancije sa kojim proces ispitivanja mora biti izvršen. Različito je sa položajima zavarivanja, odnosno položajima u kojima dijelovi materijala mogu biti spojeni u toku proizvodnje. Ovi su označeni sa imenima kao što su „ravna“, „horizontalna“, „nadglavna“, itd. I ovdje postoje tolerancije koje su opisane u EN ISO 6947. To je ujedno i razlog zašto npr. ispitna pozicija PH (za cijevi), nema veći opseg osposobljenosti od PH, već samo za PA (ravni), PE (nadglavni), PF vertikalni prema gore). Dozvoljeni položaji zavarivanja u proizvodnji su sada usklađeni sa onim definiranim prema ASME BPVC Sec.IX i AWS, gdje se ovaj princip koristi bez problema. Tako, prema Vodiču, savjetuje se korištenje oba sistema označavanja pozicija (EN ISO i ASME/AWS) za Vaše certifikate, jer tako napravljen certifikat će biti najvjerovatnije prihvaćen od široke grupe inspektora ili osoblja za nadzor.
Označavanje pozicija zavarivanja (na engleskom i njemačkom jeziku) možete pogledati ovdje.
Period važenja i načini produženja važnosti certifikata
Bitan novi zahtjev je da se već sa prvom kvalifikacijom mora definirati na certifikatu kako će se vršiti produžavanje certifikata u budućnosti. Izbor je moguće napraviti birajući jednu od mogućnosti (EN ISO 9606-1, Par. 9.3). Potrebno je razumjeti da ispunjavanje ovog zahtjeva određuje izbor za svako produženje kvalifikacije.
Također, u cilju potvrđivanja (ovjeravanja) važnosti certifikata da prema standardu nije namjera da koordinator zavarivanja kompanije potpisuje privremene potvrde „na brzinu“ ako će produženje izvršiti poslije dvije ili tri godine. Potrebno je naglasiti da proizvođač ima odgovornost za proizvod koji isporučuje. Ukratko, certifikat zavarivača je moguće produžiti na jedan od sljedećih načina:
- Zavarivač radi novi test osposobljavanja svake tri godine.
- Stara metoda je također opcija; svake dvije godine se ispituju dva zavara napravljena tokom zadnjih šest mjeseci prije isticanja certifikata.
- Osposobljenost zavarivača važi bez ograničenja pod sljedećim uvjetima:
- a) Validnost je potvrđena svakih šest mjeseci;
- b) Zavarivač radi za istog proizvođača, i
- c) Sistem kvaliteta proizvođača zadovoljava zahtjeve EN ISO 3834-2 ili EN ISO 3834-3; i ovo mora biti verifikovano od strane ovlaštene organizacije (npr. Ovlaštenog nacionalnog tijela; ANB-a, ili IIW/EWF-a).
- d) Proizvođač dokumentuje da je zavarivač zavario zavarene spojeve zadovoljavajućeg kvaliteta, na osnovu kriterija primjenjivih standarda proizvoda, kao što su npr.: EN 13445, EN 1090, EN 12592, EN 12953, ili sličnih.
Certifikat zavarivača
Standard jasno kaže da je izdavanje certifikata strogo isključiva odgovornost ispitivača ili ispitnog tijela, i u dodatku A je predstavljena preporučena forma ili obrazac certifikata. Iz istog je uočljivo da, pored obaveznih esencijalnih parametara, u certifikatu moraju biti zabilježeni određeni parametri koji nisu esencijalni (npr. grupa i podgrupa osnovnog materijala, zaštitni gas, i slično).
***
Ova stručna tema je objavljena u drugom (#2) broju e-Glasnika.
tekst preuzet sa: http://www.dzbih.ba

ZAVARLJIVOST MAGNEZIJEVE LEGURE
Velika toplinska vodljivost i koeficjent toplinskog istezanja uzrokuju veće zaostale deformacije nakon zavarivanja. Kristalna rešetka je heksagonalna. Plastičnost je slaba pri sobnim temperaturama, a dobra je pri 250 °C.
Mn i Zr s Mg čine peritektičke legure. Al, Zn, Th i lantanidi tvore s Mg eutektičke sisteme sa jednim ili s više intermetalnih spojeva. Zr daje sitnije zrno i povisuje solidus temperaturu Mg-Zn legura.
Zavarljivost. Jaka stezanja - deformacije mogu uzrokovati pojavu pukotina, posebno ako se na granicama zrna javljaju niskotaljive faze uz prisustvo Ca, Al i Zn (preko 2%). Pri zavarivanju se brzo stvara debeo sloj oksida, pa je potrebna zaštita. Za rezanje se primjenjuje termičko rezanje plazmom.
Postupci za zavarivanje Mg-legura: TIG, MIG, plinsko, elektrootporno točkasto i elektronskim snopom.
Lemljenje se također primjenjuje.
Priprema površine. Kao i kod Al javlja se problem oksidne kožice MgO s visokom temperaturom tališta. Čišćenje moguće: mehaničko ili kemijsko. Za plinsko zavarivanje se koriste topitelji na bazi klorida i florida alkalnih metala (KCl, NaCl, NaF, CaCl2) koji su korozivni pa ih treba nakon zavarivanja odstraniti.
Površine se trebaju odmastiti, a čistiti treba i dodatni materijal. Zona taljenja kristalizira sa sitnim zrnima i ne javlja se pad čvrstoće kao kod Al. Pri probama kidanja zavareni spojevi se ne lome na ZT, nego na OM.
Kod hladno deformiranih i toplinski obrađenih Mg materijala (OM) pri zavarivanju dolazi do omekšavanja u ZUT. Kod Mg legura legiranih s Al postoji sklonost koroziji uz naprezanje u ZUT, pa se mora izvršiti nakon zavarivanja žarenje za popuštanje zaostalih naprezanja na temperaturi oko 250 °C. Legure s Zr i Th nisu sklone koroziji uz naprezanje, pa ih ne treba toplinski obrađivati nakon zavarivanja.
Postoji opasnost zapaljenja predmeta od Mg - legura pri zavarivanju, rezanju, brušenju ili obradi odvajanjem čestica, pa treba poduzeti mjere predostrožnosti.
Velika toplinska vodljivost i koeficjent toplinskog istezanja uzrokuju veće zaostale deformacije nakon zavarivanja. Kristalna rešetka je heksagonalna. Plastičnost je slaba pri sobnim temperaturama, a dobra je pri 250 °C.
Mn i Zr s Mg čine peritektičke legure. Al, Zn, Th i lantanidi tvore s Mg eutektičke sisteme sa jednim ili s više intermetalnih spojeva. Zr daje sitnije zrno i povisuje solidus temperaturu Mg-Zn legura.
Zavarljivost. Jaka stezanja - deformacije mogu uzrokovati pojavu pukotina, posebno ako se na granicama zrna javljaju niskotaljive faze uz prisustvo Ca, Al i Zn (preko 2%). Pri zavarivanju se brzo stvara debeo sloj oksida, pa je potrebna zaštita. Za rezanje se primjenjuje termičko rezanje plazmom.
Postupci za zavarivanje Mg-legura: TIG, MIG, plinsko, elektrootporno točkasto i elektronskim snopom.
Lemljenje se također primjenjuje.
Priprema površine. Kao i kod Al javlja se problem oksidne kožice MgO s visokom temperaturom tališta. Čišćenje moguće: mehaničko ili kemijsko. Za plinsko zavarivanje se koriste topitelji na bazi klorida i florida alkalnih metala (KCl, NaCl, NaF, CaCl2) koji su korozivni pa ih treba nakon zavarivanja odstraniti.
Površine se trebaju odmastiti, a čistiti treba i dodatni materijal. Zona taljenja kristalizira sa sitnim zrnima i ne javlja se pad čvrstoće kao kod Al. Pri probama kidanja zavareni spojevi se ne lome na ZT, nego na OM.
Kod hladno deformiranih i toplinski obrađenih Mg materijala (OM) pri zavarivanju dolazi do omekšavanja u ZUT. Kod Mg legura legiranih s Al postoji sklonost koroziji uz naprezanje u ZUT, pa se mora izvršiti nakon zavarivanja žarenje za popuštanje zaostalih naprezanja na temperaturi oko 250 °C. Legure s Zr i Th nisu sklone koroziji uz naprezanje, pa ih ne treba toplinski obrađivati nakon zavarivanja.
Postoji opasnost zapaljenja predmeta od Mg - legura pri zavarivanju, rezanju, brušenju ili obradi odvajanjem čestica, pa treba poduzeti mjere predostrožnosti.
Zavarivanje Bakra
Čisti Cu, koji se treba zavarivati ne smije sadržavati kisik. Ako se nađe 0,015 - 0,04 % kisika u Cu stvara se Cu2O, koji je vrlo krhak, pa će zavareni spojevi biti krhki. Pri plinskom zavarivanju može doći do stvaranja vodika i difuzije, pa vodik uzrokuje vodikovu bolest:C2H2 + O2 = 2CO + H2
Također pri visokim temperaturama može se dalje razviti vodena para, koja ostaje zarobljena u strukturi i to mjesto postaje krhko. Na granicama zrna se tvori poroznost:
Cu2O + H2 ® 2Cu + H2O
Cu se dezoksidira s fosforom (0,015-0,05 % P). P smanjuje bitno električnu vodljivost, pa se ovakav Cu ne koristi u elektrotehnici.
Struktura ZT je grubozrnata. Deformiranjem u toplom stanju može se usitniti zrno. Zato se pri plinskom zavarivanju zavar čekića dok je zagrijan. Time se povisuje čvrstoća spoja. Krupnozrnata struktura se ne može usitniti toplinskom obradom, jer Cu nema promjene kristalne rešetke od sobnih temperatura do tališta.
Primjena: Dobra toplinska i električna vodljivost, antikorozivnost, deformabilnost, čvrstoća (Cu - legure) i dekorativnost.
Velika toplinska vodljivost Cu čini teškoće pri zavarivanju. Pri zavarivanju, zbog jakog odvođenja topline, dolazi do teškoća pa se spojevi moraju predgrijavati; Cu je oko 6 puta bolji vodič topline od Fe. Bolji su koncentriraniji izvori topline, za zavarivanje kada se može izostaviti predgrijavanje.
Velika električna vodljivost jako otežava elektrootporno zavarivanje. Velikim jakostima struje i kratkim vremenima moguće je točkasto zavariti Cu limove do 2 mm debljine.
Cu - legure daju višu čvrstoću, otpornost na koroziju i otpornost na trošenje u odnosu na čisti Cu. Toplinska i električna vodljivost Cu-legura je niža.
Legure Cu-Zn (mjed, mesing), Cu-Sn (bronca), Cu-Al (Al bronca), Cu-Ni, Cu-Mn i Cu-Si-Mn i mnoge druge legure s Cr, Zr, Be, Ag, Cd, Mg se koriste za razne namjene i mogu se zavarivati, ali uz specifične zahtjeve, koji se trebaju definirati.
Postupci zavarivanja: Zbog odvođenja topline preporučuje se za debljine preko 6 mm, stavljanje lima u vertikalan položaj uz istovremeno zavarivanje 2 zavarivača, svaki s jedne strane. Postupci za ovakvo zavarivanje: TIG ili plinsko. Predgrijavanje se također preporučuje. Za zavarivanja preporučuje se čekićanje dok je materijal topao, da bi se razbila interkristalna mreža nastalog Cu2O. Kada mreža nije kontinuirana, istezljivost se poboljšava. Pri plinskom zavarivanju se koriste topitelji (prašci, paste), a dodatni materijal s dodatkom P zbog dezoksidacije. TIG zavarivanje uz predgrijavanje može se koristiti do debljine 5 mm. Za debljine preko 5 mm povoljnije je MIG zavarivanje uz korištenje žice s (0.02-0.10)P.
Lemljenje se uspješno primjenjuje za Cu i Cu - legure. Pri zavarivanju Cu materijala prijeti opasnost za zdravlje zbog skrutnutih čestica Cu (prah) koje lebde u atmosferi uz zavar pri MIG zavarivanju Cu.
Zaštita zdravlja Kod zavarivanja čistog Cu MIG postupkom može se javiti "metalna groznica" zbog udisanja Cu čestica (prašine), koja nastaje iz para Cu. Potrebne su zaštitne maske pri zavarivanju. Pri zavarivanju Cu-legura također postoje štetnosi za zdravlje. Npr. isparivanje cinka pri zavarivanju mesinga.
Čisti Cu, koji se treba zavarivati ne smije sadržavati kisik. Ako se nađe 0,015 - 0,04 % kisika u Cu stvara se Cu2O, koji je vrlo krhak, pa će zavareni spojevi biti krhki. Pri plinskom zavarivanju može doći do stvaranja vodika i difuzije, pa vodik uzrokuje vodikovu bolest:C2H2 + O2 = 2CO + H2
Također pri visokim temperaturama može se dalje razviti vodena para, koja ostaje zarobljena u strukturi i to mjesto postaje krhko. Na granicama zrna se tvori poroznost:
Cu2O + H2 ® 2Cu + H2O
Cu se dezoksidira s fosforom (0,015-0,05 % P). P smanjuje bitno električnu vodljivost, pa se ovakav Cu ne koristi u elektrotehnici.
Struktura ZT je grubozrnata. Deformiranjem u toplom stanju može se usitniti zrno. Zato se pri plinskom zavarivanju zavar čekića dok je zagrijan. Time se povisuje čvrstoća spoja. Krupnozrnata struktura se ne može usitniti toplinskom obradom, jer Cu nema promjene kristalne rešetke od sobnih temperatura do tališta.
Primjena: Dobra toplinska i električna vodljivost, antikorozivnost, deformabilnost, čvrstoća (Cu - legure) i dekorativnost.
Velika toplinska vodljivost Cu čini teškoće pri zavarivanju. Pri zavarivanju, zbog jakog odvođenja topline, dolazi do teškoća pa se spojevi moraju predgrijavati; Cu je oko 6 puta bolji vodič topline od Fe. Bolji su koncentriraniji izvori topline, za zavarivanje kada se može izostaviti predgrijavanje.
Velika električna vodljivost jako otežava elektrootporno zavarivanje. Velikim jakostima struje i kratkim vremenima moguće je točkasto zavariti Cu limove do 2 mm debljine.
Cu - legure daju višu čvrstoću, otpornost na koroziju i otpornost na trošenje u odnosu na čisti Cu. Toplinska i električna vodljivost Cu-legura je niža.
Legure Cu-Zn (mjed, mesing), Cu-Sn (bronca), Cu-Al (Al bronca), Cu-Ni, Cu-Mn i Cu-Si-Mn i mnoge druge legure s Cr, Zr, Be, Ag, Cd, Mg se koriste za razne namjene i mogu se zavarivati, ali uz specifične zahtjeve, koji se trebaju definirati.
Postupci zavarivanja: Zbog odvođenja topline preporučuje se za debljine preko 6 mm, stavljanje lima u vertikalan položaj uz istovremeno zavarivanje 2 zavarivača, svaki s jedne strane. Postupci za ovakvo zavarivanje: TIG ili plinsko. Predgrijavanje se također preporučuje. Za zavarivanja preporučuje se čekićanje dok je materijal topao, da bi se razbila interkristalna mreža nastalog Cu2O. Kada mreža nije kontinuirana, istezljivost se poboljšava. Pri plinskom zavarivanju se koriste topitelji (prašci, paste), a dodatni materijal s dodatkom P zbog dezoksidacije. TIG zavarivanje uz predgrijavanje može se koristiti do debljine 5 mm. Za debljine preko 5 mm povoljnije je MIG zavarivanje uz korištenje žice s (0.02-0.10)P.
Lemljenje se uspješno primjenjuje za Cu i Cu - legure. Pri zavarivanju Cu materijala prijeti opasnost za zdravlje zbog skrutnutih čestica Cu (prah) koje lebde u atmosferi uz zavar pri MIG zavarivanju Cu.
Zaštita zdravlja Kod zavarivanja čistog Cu MIG postupkom može se javiti "metalna groznica" zbog udisanja Cu čestica (prašine), koja nastaje iz para Cu. Potrebne su zaštitne maske pri zavarivanju. Pri zavarivanju Cu-legura također postoje štetnosi za zdravlje. Npr. isparivanje cinka pri zavarivanju mesinga.

ZAVARLJIVOST NIKL LEGURA
Ni je po svojim mehaničkim i magnetskim svojstvima sličan Fe jer je u periodičnom sistemu elementa blizak Fe. Dobra svojstva su mu antikorozivnost, vatrootpornost (otpornost na oksidaciju pri visokim temperaturama), čvrstoća na visokoj temperaturi i otpor na puzanje. Zato se Ni i Ni - legure koriste u kemijskoj i naftnoj industriji, parnim i plinskim turbinama, industrijskim pećima za električne otpornike, u elektronici i drugim granama tehnike.Ni ima plošnu centriranu kubnu rešetku odnosno austenitnu strukturu, pa su mu svojstva slična austenitnim čelicima. Struktura Ni i Ni- legura je austenitna od sobnih temperatura do tališta, pa nije moguće toplinskom obradom smanjiti zrno. Zrno se može usitniti hladnom deformacijom i naknadnom toplinskom obradom. Austenitna struktura posjeduje dobru istezljivost i zavarljivost.
Cu i Ni imaju međusobnu potpunu rastvorljivost. U periodičnom sistemu elemenata imaju redne brojeve 28 i 29. Fe i Co se rastvaraju u Ni do 40%, a Mo do 20%. Svi ovi elementi tvore supstitucijske kristale mješance. S, P, Mg, Pb, Zr i B su praktički nerastvorivi u Ni, pa izazivaju eutektičku reakciju, koja može lako uzrokovati vruće pukotine. Mo, Mn, Si, C, Nb, Al i Ti nemaju posebnih utjecaja u Ni legurama. U malim količinama ovi elementi mogu povoljno utjecati na zavarljivost, ali u većim količinama mogu uzrokovati vruće pukotine. Ugljika u Ni - legurama obično ima 0.01-0.15%. Pri radnim temperaturama 315-760 °C izlučuje se na granicama kristala grafit, koji predstavlja pukotine. Zato je potrebno držati C< 0.02% ili stabilizirati s Ti. Ako je prisutan Cr, mogu se rastvoriti karbidi na granicama zrna, slično kao kod visokolegiranih čelika s Cr, no smanjenje antikorozivnosti je manje nego kod antikorozivnih čelika. Samo kod jako agresivnih medija dolazi do interkristalne korozije. Koeficijent linearnog istezanja Ni je vrlo blizak nelegiranom i mikrolegiranom feritnom čeliku, pa se koristi za platiranje i međuslojeve različitih čelika. Elektrode od Ni ili monel - legure koriste se za hladno zavarivanje sivog lijeva.Utjecaj pojedinih elemenata na zavarljivost što je više Al i Ti to je čvrstoća viša, a zavarljivost slabija. Za primjer navedimo da je granica razvlačenja Monel 400 legura 280 MPa, a Monel K-500 s dodatkom Al i Ti nakon termičke obrade dozrijevanjem dvostruka - 560 MPa. Dodaci Mo i Co povećavaju čvrstoću na povišenim temperaturama. Njihov utjecaj na zavarljivost je malen. Ovakove legure se koriste za dijelove plinskih turbina, aviona i svemirskih brodova.
Vrste Ni i Ni - legura
Sa stajališta postizanja čvrstoće Ni legure se mogu podijeliti u dvije grupe:
I. Legure koje postižu mehanička svojstva (čvrstoću) legiranjem elementima koji se rastvaraju u krutom stanju tvoreći s Ni supstitucijske kristale mješance. Prema USA normama to su materijali grupe 200, 400, 600 i 800.
II. Legure, koje postužu mehanička svostva (očvršćavaju) nakanadnom termičkom obradom - dozrijevanjem (starenjem). Prema USA normama to su materijali grupe 300, 500, 700 i 900. Materijali II grupe postižu očvršćavanje naknadnom termičkom obradom, a pojava očvršćavanja je omogućena dodacima Al, Ti i eventualno Nb.
Zavarljivost
Ni i Ni-legure su dobro zavarljive. Glavni problemi koji se mogu javiti pri zavarivanju su:
a) Tople pukotine mogu biti uzrokovane prisutnošću: S, Pb, P, Bi i drugih niskotaljivih elemenata. Nečistoće ovih elemenata s površine interkristalno prodiru u unutrašnjost strukture i uzrokuju pukotine. Potrebno je brižljivo odmašćivanje i čišćenje rubova četkanjem četkama od nerđajućeg austenitnog čelika u širini oko 25 mm sa svake strane zavara, jer će te zone biti zagrijavane zavarivanjem.
Kod T > 400 °C Ni se veže sa S u sulfid Ni3S2 i stvara se eutektik Ni - Ni3S2 s talištem 637°C. Jako je opasan plamen sa sadržajem S (plamen mazuta napr.), kad se razvijaju SO2, H2S i drugi plinovi.
b) Poroznost je uzrokovana prisustvom plinova: H, O, N, CO. Rastaljeni Ni otapa 2 puta više vodika, nego austenitni CrNi čelik, a 3 puta više nego obično konstrukcijski čelik. Čistoća rubova, zaštitnog plina i držanje kratkog luka pri zavarivanju spriječavaju poroznost.
c) Oksidna kožica smeta pri zavarivanju, budući da Ni oksid ima višu točku taljenja, pa dolazi do greške vezivanja i oksidnih uključaka. Debeo sloj oksida se stvara pri zavarivanju, toplinskim obradama i toplinskim operacijama. Prije zavarivanja preporučuje se odstranjivanje oksida sa površine brušenjem, pjeskarenjem ili kemijskim nagrizanjem kiselinama.
Zavarivanje Ni i Ni legura je moguće svim postupcima zavarivanja koji se koriste za čelike. Više pažnje treba pri zavarivanju legura, koje se očvršćavaju termičkom obradom. Otvor žlijeba treba biti nešto više otvoren, jer se rastaljena Ni legura ne širi i ne vlaži rubove kao u slučaju zavarivanja čelika. Čistoća materijala pri zavarivanju i toplinskoj obradi je veoma važna, pa ove operacije smiju započeti tek nakon temeljitog čišćenja od stranih materijala. Ni legure su osjetljive na prisustvo S, P, Cl, Bi, Pb i nekih drugih niskotaljivih materijala. Budući da su ovi elementi često prisutni u ulju, mastima, bojama, sredstvima za obilježavanje (markeri), uljima za hlađenje pri obradi odvajanjem čestica, radioničkoj prašini, potrebno je potpuno očistiti sve površine, koje će biti zagrijavane za zavarivanja ili druge toplinske operacije. Potrebno je i trosku poslije zavarivanja brižljivo očistiti, a posebno ako zavar radi na visokim temperaturama, jer se u troski sakuplja sumpor. Također, kod zavarivanja legura koje očvršćavaju naknadnom termičkom obradom, stvaraju se od elemenata koji omogućavaju očvršćivanje, oksidi s visokom temperaturom taljenja, pa ove okside treba brižljivo čistiti, da ne dođe do grešaka vezanja i uključaka oksida. Oksidi se moraju odstraniti s površina, koje se zavaruju, jer imaju višu tališnu temperaturu nego osnovni materijal, pa može doći do greške vezivanja, nepotpune penetracije ili uključaka oksida. Oksidi se odstranjuju brušenjem, pjeskarenjem (sačmanjem), kemijskim sredstvima ili obradom odvajanjem čestica. Rotirajuće četke neće uvijek moći odstraniti okside, no ako se koriste trebaju biti od nerđajućeg čelika. Svi alati koji se koriste trebaju biti čisti. Ne smiju se prije koristiti za druge materijale, jer će zaostale čestice drugih matala na alatu uzrokovati onečišćenje zavara. Čestice željeza mogu uzrokovati onečišćenje zavara. Čestice željeza mogu uzrokovati onečišćenje zavara i koroziju. Masnoće i prljavštinu treba s površina rubova, koji se zavaruju, kao i sa žica - dodatnog materijala odstranjivati alkoholom ili acetonom i brisanjem čistim krpama, koje ne ostavljaju niti. Prljava krpa može uzrokovati pukotine na površini. Unošenje dodatne topline predgrijavanjem, među prolaznom temperaturom i prevelikim toplinskim inputom izvora topline nije potrebno, no nije niti jako štetno. Bolje je raditi s manjim unošenjem topline. Preveliko unošenje topline može uzrokovati likvaciju, izlučivanje i druge metalurgijeske pojave, koje mogu rezultirati pukotinama na osnovnom materijalu. Ako je osnovni materijal hladan, preporučuje se zagrijavanje na 20 °C da bi se izbjegla kondenzacija vlage, koja može uzrokovati poroznost zavara. Ako se radi s velikim unošenjem topline ili visokom temperaturom među prolazima, a uz slabu zaštitu inertnog plina može doći do stvaranja debelog sloja oksida, koji uzrokuje različite greške i grubu površinu zavara. Zavarivanje treba provoditi bez predgrijavanja (izuzev u početku za odstranjenje kondenzirane vlage) uz što niži toplinski input i ograničiti međuslojnu temperaturu napr. na 100 °C. Ako je potrebno, zavar se može hladiti vodom. Dodatni materijal se izabire po sasatavu što bliže osnovnom. Kod legura koje postižu višu čvrstoću termičkom obradom nećemo moći uvijek postići ista svojstva zavara bez termičke obrade. Luk treba držati što kraći (1-2mm). Korjensku stranu zavara treba štititi argonom. Često se Ni i Ni legure koriste za platiranje navarivanjem. Termička obrada se mora provoditi u atmosferi bez sumpora (mazut ili gorivo ulje manje od 0,2%, a plin manji od 0,2 g na m3).
Ni je po svojim mehaničkim i magnetskim svojstvima sličan Fe jer je u periodičnom sistemu elementa blizak Fe. Dobra svojstva su mu antikorozivnost, vatrootpornost (otpornost na oksidaciju pri visokim temperaturama), čvrstoća na visokoj temperaturi i otpor na puzanje. Zato se Ni i Ni - legure koriste u kemijskoj i naftnoj industriji, parnim i plinskim turbinama, industrijskim pećima za električne otpornike, u elektronici i drugim granama tehnike.Ni ima plošnu centriranu kubnu rešetku odnosno austenitnu strukturu, pa su mu svojstva slična austenitnim čelicima. Struktura Ni i Ni- legura je austenitna od sobnih temperatura do tališta, pa nije moguće toplinskom obradom smanjiti zrno. Zrno se može usitniti hladnom deformacijom i naknadnom toplinskom obradom. Austenitna struktura posjeduje dobru istezljivost i zavarljivost.
Cu i Ni imaju međusobnu potpunu rastvorljivost. U periodičnom sistemu elemenata imaju redne brojeve 28 i 29. Fe i Co se rastvaraju u Ni do 40%, a Mo do 20%. Svi ovi elementi tvore supstitucijske kristale mješance. S, P, Mg, Pb, Zr i B su praktički nerastvorivi u Ni, pa izazivaju eutektičku reakciju, koja može lako uzrokovati vruće pukotine. Mo, Mn, Si, C, Nb, Al i Ti nemaju posebnih utjecaja u Ni legurama. U malim količinama ovi elementi mogu povoljno utjecati na zavarljivost, ali u većim količinama mogu uzrokovati vruće pukotine. Ugljika u Ni - legurama obično ima 0.01-0.15%. Pri radnim temperaturama 315-760 °C izlučuje se na granicama kristala grafit, koji predstavlja pukotine. Zato je potrebno držati C< 0.02% ili stabilizirati s Ti. Ako je prisutan Cr, mogu se rastvoriti karbidi na granicama zrna, slično kao kod visokolegiranih čelika s Cr, no smanjenje antikorozivnosti je manje nego kod antikorozivnih čelika. Samo kod jako agresivnih medija dolazi do interkristalne korozije. Koeficijent linearnog istezanja Ni je vrlo blizak nelegiranom i mikrolegiranom feritnom čeliku, pa se koristi za platiranje i međuslojeve različitih čelika. Elektrode od Ni ili monel - legure koriste se za hladno zavarivanje sivog lijeva.Utjecaj pojedinih elemenata na zavarljivost što je više Al i Ti to je čvrstoća viša, a zavarljivost slabija. Za primjer navedimo da je granica razvlačenja Monel 400 legura 280 MPa, a Monel K-500 s dodatkom Al i Ti nakon termičke obrade dozrijevanjem dvostruka - 560 MPa. Dodaci Mo i Co povećavaju čvrstoću na povišenim temperaturama. Njihov utjecaj na zavarljivost je malen. Ovakove legure se koriste za dijelove plinskih turbina, aviona i svemirskih brodova.
Vrste Ni i Ni - legura
Sa stajališta postizanja čvrstoće Ni legure se mogu podijeliti u dvije grupe:
I. Legure koje postižu mehanička svojstva (čvrstoću) legiranjem elementima koji se rastvaraju u krutom stanju tvoreći s Ni supstitucijske kristale mješance. Prema USA normama to su materijali grupe 200, 400, 600 i 800.
II. Legure, koje postužu mehanička svostva (očvršćavaju) nakanadnom termičkom obradom - dozrijevanjem (starenjem). Prema USA normama to su materijali grupe 300, 500, 700 i 900. Materijali II grupe postižu očvršćavanje naknadnom termičkom obradom, a pojava očvršćavanja je omogućena dodacima Al, Ti i eventualno Nb.
Zavarljivost
Ni i Ni-legure su dobro zavarljive. Glavni problemi koji se mogu javiti pri zavarivanju su:
a) Tople pukotine mogu biti uzrokovane prisutnošću: S, Pb, P, Bi i drugih niskotaljivih elemenata. Nečistoće ovih elemenata s površine interkristalno prodiru u unutrašnjost strukture i uzrokuju pukotine. Potrebno je brižljivo odmašćivanje i čišćenje rubova četkanjem četkama od nerđajućeg austenitnog čelika u širini oko 25 mm sa svake strane zavara, jer će te zone biti zagrijavane zavarivanjem.
Kod T > 400 °C Ni se veže sa S u sulfid Ni3S2 i stvara se eutektik Ni - Ni3S2 s talištem 637°C. Jako je opasan plamen sa sadržajem S (plamen mazuta napr.), kad se razvijaju SO2, H2S i drugi plinovi.
b) Poroznost je uzrokovana prisustvom plinova: H, O, N, CO. Rastaljeni Ni otapa 2 puta više vodika, nego austenitni CrNi čelik, a 3 puta više nego obično konstrukcijski čelik. Čistoća rubova, zaštitnog plina i držanje kratkog luka pri zavarivanju spriječavaju poroznost.
c) Oksidna kožica smeta pri zavarivanju, budući da Ni oksid ima višu točku taljenja, pa dolazi do greške vezivanja i oksidnih uključaka. Debeo sloj oksida se stvara pri zavarivanju, toplinskim obradama i toplinskim operacijama. Prije zavarivanja preporučuje se odstranjivanje oksida sa površine brušenjem, pjeskarenjem ili kemijskim nagrizanjem kiselinama.
Zavarivanje Ni i Ni legura je moguće svim postupcima zavarivanja koji se koriste za čelike. Više pažnje treba pri zavarivanju legura, koje se očvršćavaju termičkom obradom. Otvor žlijeba treba biti nešto više otvoren, jer se rastaljena Ni legura ne širi i ne vlaži rubove kao u slučaju zavarivanja čelika. Čistoća materijala pri zavarivanju i toplinskoj obradi je veoma važna, pa ove operacije smiju započeti tek nakon temeljitog čišćenja od stranih materijala. Ni legure su osjetljive na prisustvo S, P, Cl, Bi, Pb i nekih drugih niskotaljivih materijala. Budući da su ovi elementi često prisutni u ulju, mastima, bojama, sredstvima za obilježavanje (markeri), uljima za hlađenje pri obradi odvajanjem čestica, radioničkoj prašini, potrebno je potpuno očistiti sve površine, koje će biti zagrijavane za zavarivanja ili druge toplinske operacije. Potrebno je i trosku poslije zavarivanja brižljivo očistiti, a posebno ako zavar radi na visokim temperaturama, jer se u troski sakuplja sumpor. Također, kod zavarivanja legura koje očvršćavaju naknadnom termičkom obradom, stvaraju se od elemenata koji omogućavaju očvršćivanje, oksidi s visokom temperaturom taljenja, pa ove okside treba brižljivo čistiti, da ne dođe do grešaka vezanja i uključaka oksida. Oksidi se moraju odstraniti s površina, koje se zavaruju, jer imaju višu tališnu temperaturu nego osnovni materijal, pa može doći do greške vezivanja, nepotpune penetracije ili uključaka oksida. Oksidi se odstranjuju brušenjem, pjeskarenjem (sačmanjem), kemijskim sredstvima ili obradom odvajanjem čestica. Rotirajuće četke neće uvijek moći odstraniti okside, no ako se koriste trebaju biti od nerđajućeg čelika. Svi alati koji se koriste trebaju biti čisti. Ne smiju se prije koristiti za druge materijale, jer će zaostale čestice drugih matala na alatu uzrokovati onečišćenje zavara. Čestice željeza mogu uzrokovati onečišćenje zavara. Čestice željeza mogu uzrokovati onečišćenje zavara i koroziju. Masnoće i prljavštinu treba s površina rubova, koji se zavaruju, kao i sa žica - dodatnog materijala odstranjivati alkoholom ili acetonom i brisanjem čistim krpama, koje ne ostavljaju niti. Prljava krpa može uzrokovati pukotine na površini. Unošenje dodatne topline predgrijavanjem, među prolaznom temperaturom i prevelikim toplinskim inputom izvora topline nije potrebno, no nije niti jako štetno. Bolje je raditi s manjim unošenjem topline. Preveliko unošenje topline može uzrokovati likvaciju, izlučivanje i druge metalurgijeske pojave, koje mogu rezultirati pukotinama na osnovnom materijalu. Ako je osnovni materijal hladan, preporučuje se zagrijavanje na 20 °C da bi se izbjegla kondenzacija vlage, koja može uzrokovati poroznost zavara. Ako se radi s velikim unošenjem topline ili visokom temperaturom među prolazima, a uz slabu zaštitu inertnog plina može doći do stvaranja debelog sloja oksida, koji uzrokuje različite greške i grubu površinu zavara. Zavarivanje treba provoditi bez predgrijavanja (izuzev u početku za odstranjenje kondenzirane vlage) uz što niži toplinski input i ograničiti međuslojnu temperaturu napr. na 100 °C. Ako je potrebno, zavar se može hladiti vodom. Dodatni materijal se izabire po sasatavu što bliže osnovnom. Kod legura koje postižu višu čvrstoću termičkom obradom nećemo moći uvijek postići ista svojstva zavara bez termičke obrade. Luk treba držati što kraći (1-2mm). Korjensku stranu zavara treba štititi argonom. Često se Ni i Ni legure koriste za platiranje navarivanjem. Termička obrada se mora provoditi u atmosferi bez sumpora (mazut ili gorivo ulje manje od 0,2%, a plin manji od 0,2 g na m3).

Zavarljivost Al i Al legura
Na zavarljivost aluminjuma uticu razni cinioci, koji iziskuju primenu slozenije tehnologije zavarivanja u poređenju sa celicima. Najvazniji uticaj na zavarljivost imaju:
a) Veliki afinitet aluminijuma prema kiseoniku, koji gradi teškotopljivi oksid Al2O3, sa temperaturom topljenja (2030C), znatno višom od temperature topljenja osnovnog materijala (658C). Zapreminska masa Al2O3 iznosi 3,96g/cm3, što je znatno više od osnovnog materijala. Ovaj oksid se nalazi na površini u obliku prevlake i sprecava metalurške veze osnovnog i dodatnog metala. Posle cišcenja površine, oksidni sloj se ponovo vrlo brzo stvara na temperaturi okoline. U toku jednog sata stvara se sloj debljine 80m posle cega je oksidacija spora (skoro se zaustavlja). Al2O3 upija vlagu. Disocijacijom vode na 550-650C vezuje se Mg za vodonik i stvara se poroznosti.
b) Veliki koeficijent linearnog širenja omogucava pojavu velikih deformacija i naprezanja, koje su cesto izroci pojave pukotina pri zavarivanju. Stoga treba birati postupak zavarivanja kojim ce se unositi minimalna kolicina toplote u osnovni metal.
c) Osetljivost nekih Al-legura pri zagrevanju na izlucivanje (precipitacije) u ZUT utice na snizavanje mehanickih osobina i otpornost prema koroziji kompletnog zavarenog spoja.
d) Velika rastvorljivost gasova u aluminijumu otezava ponekad ostvarivanje šavova bez pora.
e) Al pri zagrevanju ne menja boju što otezava vizuelno pracenje temperature topljenja.
Zavarljivost moze da se oceni na osnovu:
- otpornosti materijala šava i osnovnog materijala u ZUT prema pojavi hladnih i toplih prskotina
- otpornosti materijala šava prema pojavi poroznosti i oksidnih ukljucaka
- mehanickih osobina materijala šava i zavarenog spoja kao celine u odnosu na osnovni materijal
- odgovornosti zavarenih spojeva prema pojavi korozije u eksploatacinim uslovima
- Tople prsline
Tople prskotine nastaju u materijalu šava. Uzrok ove pojave su zapreminske pojave u procesu kristalizacije zbog kojih dolazi do naprezanja u metalu. Koeficijent zapreminskog širenja se pri prelazu iz tecnog u cvrsto stanje naglo menja pri cemu nastaju pukotine. Usled promene koeficijenta zapreminskog širenja dolazi do pojave zatezucih napona i deformacija. Pukotine nastaju u materijalu šava, u kome se odvija kristalizacija, u periodu kada ovi naponi deluju na materijal šava koji još nije potpuno ocvrsnuo. Ako materijal šava uspe da ocvrsne, prskotine se ne javljaju. Problem pojave toplih prskotina rešava se tako što se osnovni materijal adekvatno legira. Tako se legurama tipa AlMg dodaje 1-1.2%Mn i 0.08-0.12%Ti cime se procenat toplih pukotina smanjuje sa 20-30% na 3-5%. Legure AlMg imaju maksimalnu sklonost prema pojavi kristalizacionih prskotina ako se radi o AlMg4
Problem moze da se reši i dodatnim materijalom sa vecim sadrzajem Mg. Kada se u osnovnom materijalu nalazi 5-6% Mg, retko dolazi do pojave kristalizacionih prskotina (ukupne greške u zavarenom spoju ne prelaze 10 - 15%).
Stepen hladne deformacije osnovnog materijala nema bitnog uticaja na pojavu toplih prskotina. Najvecu sklonost prema obrazovnju toplih prskotina imaju legure koje sadrze 0,2-1,5% Mg; 0,2-2% Si. Da bi se izbegle tople prskotine treba koristiti dodatni materijal sa 4-6% Si, ali tada šavovi imaju smanjenu površinu koja ne moze da se poveca naknadnom termickom obradom. Primenom dodatnog materijala AlMg6, za zavarivanje navedenog osnovnog materijala mogu da se izbegnu tople prskotine u materijalu šava, ali se one javljaju u ZUT.
Pri zavarivanju hladnootvrdnjavajucih samozakaljivih legura tipa AlZnMg primenom dodatnog materijala istog sastava kao osnovnog materijala dolazi do pojave prskotina na granici rastapanja. Primenom dodatnog materijala sa 5%Mg koji sadrzi male kolicine Mn i Cr smanjuje se sklonost ka obrazovanja ovih prskotina u znatnoj meri.
- Hladne prsline
Velike teškoce pri primeni legure AlZnMg izaziva naknadna pojava hladnih pukotina, 3-4 meseca posle zavarivanja. Kao rezultat napona i zatezucih opterecenja, ciji zbir prelazi Rp0.2, javlja se plasticna deformacija i izvesni porast Rp0.2 materijala šava i ZUT-a. Do porasta vrednosti Rp0.2 dolazi usled otvrdnjavanja i starenja. Dopunski porast napona je u vezi sa strukturnim rasporedom cvrstog rastopa. Za hladnu poroznost karakteristican je pocetni period (kristalna građa metala, a posebno građa po kristalima zrna). S porastom odnosa Zn/Mn povecava se sklonost ka hladnim prskotinama. Sklonost prema hladnoj poroznosti raste s povecanjem sadrzaja legirajucih elemenata.
- Poroznost
Glavni uzrocnik pojave pora u materijalu šava i ZUT je izdvojeni H2 koji se rastvara u tecnom stanju. Pore se pri zavarivanju stvaraju još u tecnom stanju pre kristalizacije materijala šava pri naglom smanjenju rastvorljivosti H2. Sklonost metala prema obrazovanju pora nije samo posledica porasta rastvorljivosti H2 pri prelazu metala iz tecnog u cvrsto stanje, vec je od znacaja i gradijent rastvorljivosti H2 u tecnom metalu, posebno u zoni bliskoj temperaturi topljenja. Porastom gradijenta rastvorljivosti raste sklonost metala prema obrazovanju pora. H2 nastaje pri disocijaciji vlage koja se nalazi u oksidu Al2O3 na metalu koji se zavaruje ili na zici (dodatnom materijal). H2 moze poticati i od razlicitih necistoca na površini stranica zljeba ili na zici. Kod legura tipa AlMg javlja se velika poroznost materijala šava i ZUT. Kolicina pora raste s povecanjem sadrzaja Mg u leguri. Uzrocnik pojave poroznosti u ovim legurama pripisuje se fazi (Al3Mg2) koja se pojavljuje pri brzom hlađenju, sadrzi oko 36,5%Mg, a topi se na priblizno 448C. Utvrđeno je da vlaga reaguje najviši sa Mg iz faze po formuli: Al3Mg2+2H2O= 2MgO+3Al+2H2. Disocijacija vodene pare se odigrava na temperaturi 550-620C. Pri razlaganju vodene pare vec na temperaturi 550C i faza je u tecnom stanju, kada dolazi do njene intenzivne oksidacije i do rastvaranja H2 koji stvara porozitet unutar šava. Vrlo je verovatno da pri visokim temperaturama osim H2 porozitet mogu da izazovu lako topljivi elementi kao što su Zn i Mg. U porama, koje su stvorile pare ovih metala, posle hlađenja nastaje vakum. Pore koje nastaju pri zavarivanju imaju sferni oblik. One kao koncentratori napona imaju manji uticaj od pukotina. Međutim, ako je zarobljen H2, u porama moze biti vrlo visok pritisak (500 bara) tako da uz dodatna opterecenja na mestu pore moze doci do pojave prskotina. Povecana poroznost moze da smanji korozionu otpornost šava. Poroznost se moze smanjiti primenom mešavine gasa: 80%He+(5-10)%O2+(5-10%)Ar.
Kod MIG postupka zavarivanja strujno opterecenje zice je jako veliko, zbog cega metal isparava i stvara porozitet, ne samo u materijalu šava, nego i u ZUT. Ovaj postupak se teško ostvaruje bez poroznosti. Kod TIG zavarivanja koristi se manja energija pa se moze izvesti bez poroznosti
Na zavarljivost aluminjuma uticu razni cinioci, koji iziskuju primenu slozenije tehnologije zavarivanja u poređenju sa celicima. Najvazniji uticaj na zavarljivost imaju:
a) Veliki afinitet aluminijuma prema kiseoniku, koji gradi teškotopljivi oksid Al2O3, sa temperaturom topljenja (2030C), znatno višom od temperature topljenja osnovnog materijala (658C). Zapreminska masa Al2O3 iznosi 3,96g/cm3, što je znatno više od osnovnog materijala. Ovaj oksid se nalazi na površini u obliku prevlake i sprecava metalurške veze osnovnog i dodatnog metala. Posle cišcenja površine, oksidni sloj se ponovo vrlo brzo stvara na temperaturi okoline. U toku jednog sata stvara se sloj debljine 80m posle cega je oksidacija spora (skoro se zaustavlja). Al2O3 upija vlagu. Disocijacijom vode na 550-650C vezuje se Mg za vodonik i stvara se poroznosti.
b) Veliki koeficijent linearnog širenja omogucava pojavu velikih deformacija i naprezanja, koje su cesto izroci pojave pukotina pri zavarivanju. Stoga treba birati postupak zavarivanja kojim ce se unositi minimalna kolicina toplote u osnovni metal.
c) Osetljivost nekih Al-legura pri zagrevanju na izlucivanje (precipitacije) u ZUT utice na snizavanje mehanickih osobina i otpornost prema koroziji kompletnog zavarenog spoja.
d) Velika rastvorljivost gasova u aluminijumu otezava ponekad ostvarivanje šavova bez pora.
e) Al pri zagrevanju ne menja boju što otezava vizuelno pracenje temperature topljenja.
Zavarljivost moze da se oceni na osnovu:
- otpornosti materijala šava i osnovnog materijala u ZUT prema pojavi hladnih i toplih prskotina
- otpornosti materijala šava prema pojavi poroznosti i oksidnih ukljucaka
- mehanickih osobina materijala šava i zavarenog spoja kao celine u odnosu na osnovni materijal
- odgovornosti zavarenih spojeva prema pojavi korozije u eksploatacinim uslovima
- Tople prsline
Tople prskotine nastaju u materijalu šava. Uzrok ove pojave su zapreminske pojave u procesu kristalizacije zbog kojih dolazi do naprezanja u metalu. Koeficijent zapreminskog širenja se pri prelazu iz tecnog u cvrsto stanje naglo menja pri cemu nastaju pukotine. Usled promene koeficijenta zapreminskog širenja dolazi do pojave zatezucih napona i deformacija. Pukotine nastaju u materijalu šava, u kome se odvija kristalizacija, u periodu kada ovi naponi deluju na materijal šava koji još nije potpuno ocvrsnuo. Ako materijal šava uspe da ocvrsne, prskotine se ne javljaju. Problem pojave toplih prskotina rešava se tako što se osnovni materijal adekvatno legira. Tako se legurama tipa AlMg dodaje 1-1.2%Mn i 0.08-0.12%Ti cime se procenat toplih pukotina smanjuje sa 20-30% na 3-5%. Legure AlMg imaju maksimalnu sklonost prema pojavi kristalizacionih prskotina ako se radi o AlMg4
Problem moze da se reši i dodatnim materijalom sa vecim sadrzajem Mg. Kada se u osnovnom materijalu nalazi 5-6% Mg, retko dolazi do pojave kristalizacionih prskotina (ukupne greške u zavarenom spoju ne prelaze 10 - 15%).
Stepen hladne deformacije osnovnog materijala nema bitnog uticaja na pojavu toplih prskotina. Najvecu sklonost prema obrazovnju toplih prskotina imaju legure koje sadrze 0,2-1,5% Mg; 0,2-2% Si. Da bi se izbegle tople prskotine treba koristiti dodatni materijal sa 4-6% Si, ali tada šavovi imaju smanjenu površinu koja ne moze da se poveca naknadnom termickom obradom. Primenom dodatnog materijala AlMg6, za zavarivanje navedenog osnovnog materijala mogu da se izbegnu tople prskotine u materijalu šava, ali se one javljaju u ZUT.
Pri zavarivanju hladnootvrdnjavajucih samozakaljivih legura tipa AlZnMg primenom dodatnog materijala istog sastava kao osnovnog materijala dolazi do pojave prskotina na granici rastapanja. Primenom dodatnog materijala sa 5%Mg koji sadrzi male kolicine Mn i Cr smanjuje se sklonost ka obrazovanja ovih prskotina u znatnoj meri.
- Hladne prsline
Velike teškoce pri primeni legure AlZnMg izaziva naknadna pojava hladnih pukotina, 3-4 meseca posle zavarivanja. Kao rezultat napona i zatezucih opterecenja, ciji zbir prelazi Rp0.2, javlja se plasticna deformacija i izvesni porast Rp0.2 materijala šava i ZUT-a. Do porasta vrednosti Rp0.2 dolazi usled otvrdnjavanja i starenja. Dopunski porast napona je u vezi sa strukturnim rasporedom cvrstog rastopa. Za hladnu poroznost karakteristican je pocetni period (kristalna građa metala, a posebno građa po kristalima zrna). S porastom odnosa Zn/Mn povecava se sklonost ka hladnim prskotinama. Sklonost prema hladnoj poroznosti raste s povecanjem sadrzaja legirajucih elemenata.
- Poroznost
Glavni uzrocnik pojave pora u materijalu šava i ZUT je izdvojeni H2 koji se rastvara u tecnom stanju. Pore se pri zavarivanju stvaraju još u tecnom stanju pre kristalizacije materijala šava pri naglom smanjenju rastvorljivosti H2. Sklonost metala prema obrazovanju pora nije samo posledica porasta rastvorljivosti H2 pri prelazu metala iz tecnog u cvrsto stanje, vec je od znacaja i gradijent rastvorljivosti H2 u tecnom metalu, posebno u zoni bliskoj temperaturi topljenja. Porastom gradijenta rastvorljivosti raste sklonost metala prema obrazovanju pora. H2 nastaje pri disocijaciji vlage koja se nalazi u oksidu Al2O3 na metalu koji se zavaruje ili na zici (dodatnom materijal). H2 moze poticati i od razlicitih necistoca na površini stranica zljeba ili na zici. Kod legura tipa AlMg javlja se velika poroznost materijala šava i ZUT. Kolicina pora raste s povecanjem sadrzaja Mg u leguri. Uzrocnik pojave poroznosti u ovim legurama pripisuje se fazi (Al3Mg2) koja se pojavljuje pri brzom hlađenju, sadrzi oko 36,5%Mg, a topi se na priblizno 448C. Utvrđeno je da vlaga reaguje najviši sa Mg iz faze po formuli: Al3Mg2+2H2O= 2MgO+3Al+2H2. Disocijacija vodene pare se odigrava na temperaturi 550-620C. Pri razlaganju vodene pare vec na temperaturi 550C i faza je u tecnom stanju, kada dolazi do njene intenzivne oksidacije i do rastvaranja H2 koji stvara porozitet unutar šava. Vrlo je verovatno da pri visokim temperaturama osim H2 porozitet mogu da izazovu lako topljivi elementi kao što su Zn i Mg. U porama, koje su stvorile pare ovih metala, posle hlađenja nastaje vakum. Pore koje nastaju pri zavarivanju imaju sferni oblik. One kao koncentratori napona imaju manji uticaj od pukotina. Međutim, ako je zarobljen H2, u porama moze biti vrlo visok pritisak (500 bara) tako da uz dodatna opterecenja na mestu pore moze doci do pojave prskotina. Povecana poroznost moze da smanji korozionu otpornost šava. Poroznost se moze smanjiti primenom mešavine gasa: 80%He+(5-10)%O2+(5-10%)Ar.
Kod MIG postupka zavarivanja strujno opterecenje zice je jako veliko, zbog cega metal isparava i stvara porozitet, ne samo u materijalu šava, nego i u ZUT. Ovaj postupak se teško ostvaruje bez poroznosti. Kod TIG zavarivanja koristi se manja energija pa se moze izvesti bez poroznosti

RAD
NA SIGURAN NAČIN U TOPLINSKOM REZANJU I ZAVARIVANJU
U radionicama je međutim nužno vršiti i dobru ventilaciju, koja štiti ostale radnike u neposrednoj okolini, ali koja ne zagađuje okoliš. Jedan takav primjer je i primjena odsisnih stolova za rezanje (a i zavarivanje). Primjena odsisnih stolova i filtera kod nas još nije prema propisima obavezna, no takova je zaštita naša obveza, jer visokoučinska oprema za rezanje lukom plazme razvija enormne količine prašine, dimova i para.
Zbog toga su danas razvijeni mnogi tipovi odsisnih stolova, a potrebe su proizašle iz činjenice da se toplinskim rezanjem, ma kako ono bilo automatizirano, razvijaju dimni plinovi i metalne pare, te metalna prašina i metalne čestice. Uobičajeni sustavi ventilacije postavljeni u radionicama nisu niti izdaleka dovoljna zaštita. To je naime zbog toga što se automatizacija toplinskog rezanja do danas uglavnom zasnivala na instalaciji računala na rezačicu ili na instalaciju CNC rezačica. Tu se automatizacija rezanja uglavnom završavala. O posljedicama nastajanja štetnih dimnih plinova i para te otrovnih čestica se mora voditi računa, te izvršiti adekvatna zaštita, optimalno je to učiniti sa odsisnim stolovima sa filterom ili odsisnim sustavima u radionici.
Da bi odsisavanje bilo što efikasnije, savremene konstrukcije odsisnih stolova su tako izvedene da se odsis odvija samo na onom mjestu gdje nastaju dimni plinovi i pare, dakle ispod površine lima. Radni odsisni stolovi su zbog što učinkovitijeg odsisavanja podijeljeni u segmente širine pola metra do najviše jednog metra. Sa strane radnog stola nalaze se odsisni kanali, a na svakom segmentu se nalazi klapna povezana pneumatskim cilindrom, koji otvara klapnu samo na dijelu gdje se reže. Učinak odsisavanja je zbog toga maksimalan.Nakon što se štetni dimovi, plinovi i čestice izvedu iz radionice, potrebno ih je filtrirati, radi zaštite okoliša. Ukoliko se zrak zbog ekonomičnosti, naročito zimi, vraća u radionicu, mora se primjeniti specijalni sustav filtriranja.
Kombinacijom odsisnih sustava i osobnih zaštitnih sredstava postiže se optimalna zaštita pri rezanju i zavarivanju. Rad na siguran način obvezuje nas i upotrebom zaštitne odjeće i obuće, kvalitetnih rukavica, zaštitnih paravana, zaštitnih kaciga, zaštite za uši,...
Danas je ponuda izuzetno velika, no samo neka osobna zaštitna sredstva su i efikasna, atestirana i ispitana, sa odgovarajućim atestom za svako zaštitno sredstvo, o čemu se ne vodi još dovoljno pažnje prilikom nabavke.
U radionicama je međutim nužno vršiti i dobru ventilaciju, koja štiti ostale radnike u neposrednoj okolini, ali koja ne zagađuje okoliš. Jedan takav primjer je i primjena odsisnih stolova za rezanje (a i zavarivanje). Primjena odsisnih stolova i filtera kod nas još nije prema propisima obavezna, no takova je zaštita naša obveza, jer visokoučinska oprema za rezanje lukom plazme razvija enormne količine prašine, dimova i para.
Zbog toga su danas razvijeni mnogi tipovi odsisnih stolova, a potrebe su proizašle iz činjenice da se toplinskim rezanjem, ma kako ono bilo automatizirano, razvijaju dimni plinovi i metalne pare, te metalna prašina i metalne čestice. Uobičajeni sustavi ventilacije postavljeni u radionicama nisu niti izdaleka dovoljna zaštita. To je naime zbog toga što se automatizacija toplinskog rezanja do danas uglavnom zasnivala na instalaciji računala na rezačicu ili na instalaciju CNC rezačica. Tu se automatizacija rezanja uglavnom završavala. O posljedicama nastajanja štetnih dimnih plinova i para te otrovnih čestica se mora voditi računa, te izvršiti adekvatna zaštita, optimalno je to učiniti sa odsisnim stolovima sa filterom ili odsisnim sustavima u radionici.
Da bi odsisavanje bilo što efikasnije, savremene konstrukcije odsisnih stolova su tako izvedene da se odsis odvija samo na onom mjestu gdje nastaju dimni plinovi i pare, dakle ispod površine lima. Radni odsisni stolovi su zbog što učinkovitijeg odsisavanja podijeljeni u segmente širine pola metra do najviše jednog metra. Sa strane radnog stola nalaze se odsisni kanali, a na svakom segmentu se nalazi klapna povezana pneumatskim cilindrom, koji otvara klapnu samo na dijelu gdje se reže. Učinak odsisavanja je zbog toga maksimalan.Nakon što se štetni dimovi, plinovi i čestice izvedu iz radionice, potrebno ih je filtrirati, radi zaštite okoliša. Ukoliko se zrak zbog ekonomičnosti, naročito zimi, vraća u radionicu, mora se primjeniti specijalni sustav filtriranja.
Kombinacijom odsisnih sustava i osobnih zaštitnih sredstava postiže se optimalna zaštita pri rezanju i zavarivanju. Rad na siguran način obvezuje nas i upotrebom zaštitne odjeće i obuće, kvalitetnih rukavica, zaštitnih paravana, zaštitnih kaciga, zaštite za uši,...
Danas je ponuda izuzetno velika, no samo neka osobna zaštitna sredstva su i efikasna, atestirana i ispitana, sa odgovarajućim atestom za svako zaštitno sredstvo, o čemu se ne vodi još dovoljno pažnje prilikom nabavke.

PREDGRIJAVANJE ČELIKA PROPAN BUTAN GRIJAČIMA
Sažetak: vrlo bitni čimbenici prilikom zavarivanja su predgrijavanje i međuslojna temperatura.Ove aktivnosti izuzetno su bitne kod teško zavarivih čelika i problema koji se mogu susresti pri njihovom zavarivanju.
Predgrijavanje takvih materijala u izuzetno zahtjevnim montažerskim uvjetima može se izvesti specijalno izrađenim grijačima na propan butan bilo linijske, kružne ili segmentne izvedbe. Zavarljivost materijala može biti: Dobra-ako se može zavarivati bez specijalnih predradnji i mjera opreza. Slaba –ako su potrebne specijalne predradnje i mjere opreza,na primjer predgrijavanje materijala zbog mogućnosti nastanka pukotina. Jako slaba zavarljivost-ako su potrebne takve predradnje i mjere opreza da praktično nije moguće izvesti zavarivanje koje bi bilo ekonomski prihvatljivo. Kao što je vidljivo iz gornje podjele kod slabo zavarljivih čelika potrebno je vršiti predgrijavanje. Najčešće ( za nelegirane,niskolegirane i visokočvrste čelike ) predgrijavanje se vrši u cilju izbjegavanja hladnih pukotina ,te postizanje optimalnih svojstava zavarenog spoja. Razvojem i izradom propan butan grijača htjelo se pomoći pri rješavanju problema predgrijavanja . Htjelo se pronaći rješenje koje će biti dobro i prilagodljivo što se tiče konstrukcije i što se tiče brzine zagrijavanje bez obzira na debljinu osnovnog materijala i uvjete okoline.
Na osnovu teorije i preporuka o izradi ovog tipa grijača,kao i na osnovu iskustva i onoga što se željelo i trebalo postići i kako bi grijači trebali izgledati došlo se do slijedećeg tehničkog rješenja.
Osnova grijača su: dovodna cijev ,bešavna,fi 21,3 x 2,65 sa napojnim ventilom,koja se u osnovi uvijek spaja i ubada na sredinu glavne opskrbne cijevi glavna cijev grijača ,bešavna, fi 48,3 x 3,25 na kojoj su raspoređeni ravnomjerno grijaća tijela grijaća tijela u obliku gorionika lončića H40 izrađenih od prokroma ,koji su ravnomjerno raspoređeni na udaljenosti 110 do 130 mm jedan od drugog raspon ovisi o tome koliku toplinsku moć i snagu grijača trebamo sigurnosni dijelovi sistema ,protuplamenski suhi osigurač i glavni napojni ventil.
UPOTREBA GRIJAČA U PRAKSI
Nakon izrade i ispitivanja koji su obavljeni u krugu poduzeća SIGMAT d.o.o. slijedila je i stvarna upotreba ovakvih grijača u praksi.
Međutim izloženi i najvećim zahtjevima i u najtežim uvjetima ovakav tip grijača pokazao se kao odlično rješenje . Od same izrade do danas upotrebljivani su na velikom broju gradilišta i uvijek su ispunili očekivanja postavljena pred njih.
Ovdje ćemo navesti samo dva primjera upotrebe .Jedan primjer su radovi izvođeni od strane djelatnika ĐĐ MONTAŽA Slavonski Brod
pri izvođenju zavarivačkih radova na rekonstrukciji platforme Labin.U ovom projektu vršilo se predgrijavanj sitnozrnatog materijala S690QL debljine od 10-80 mm na visini od 100 m. Zadana temperatura predgrijavanja je bila 150° C , a međuslojna temperatura 220°C. Drugi primjer je upotreba ovih grijača na radovima u Njemačkoj na zavarivanju pri remontu visoke peći u DUISBURGU gdje je predgrijavan materijal S355J2G3 debljine 80 mm , kutni zavar s provarom,radove su izvodili djelatnici poduzeća ZM MONTAG
Sažetak: vrlo bitni čimbenici prilikom zavarivanja su predgrijavanje i međuslojna temperatura.Ove aktivnosti izuzetno su bitne kod teško zavarivih čelika i problema koji se mogu susresti pri njihovom zavarivanju.
Predgrijavanje takvih materijala u izuzetno zahtjevnim montažerskim uvjetima može se izvesti specijalno izrađenim grijačima na propan butan bilo linijske, kružne ili segmentne izvedbe. Zavarljivost materijala može biti: Dobra-ako se može zavarivati bez specijalnih predradnji i mjera opreza. Slaba –ako su potrebne specijalne predradnje i mjere opreza,na primjer predgrijavanje materijala zbog mogućnosti nastanka pukotina. Jako slaba zavarljivost-ako su potrebne takve predradnje i mjere opreza da praktično nije moguće izvesti zavarivanje koje bi bilo ekonomski prihvatljivo. Kao što je vidljivo iz gornje podjele kod slabo zavarljivih čelika potrebno je vršiti predgrijavanje. Najčešće ( za nelegirane,niskolegirane i visokočvrste čelike ) predgrijavanje se vrši u cilju izbjegavanja hladnih pukotina ,te postizanje optimalnih svojstava zavarenog spoja. Razvojem i izradom propan butan grijača htjelo se pomoći pri rješavanju problema predgrijavanja . Htjelo se pronaći rješenje koje će biti dobro i prilagodljivo što se tiče konstrukcije i što se tiče brzine zagrijavanje bez obzira na debljinu osnovnog materijala i uvjete okoline.
Na osnovu teorije i preporuka o izradi ovog tipa grijača,kao i na osnovu iskustva i onoga što se željelo i trebalo postići i kako bi grijači trebali izgledati došlo se do slijedećeg tehničkog rješenja.
Osnova grijača su: dovodna cijev ,bešavna,fi 21,3 x 2,65 sa napojnim ventilom,koja se u osnovi uvijek spaja i ubada na sredinu glavne opskrbne cijevi glavna cijev grijača ,bešavna, fi 48,3 x 3,25 na kojoj su raspoređeni ravnomjerno grijaća tijela grijaća tijela u obliku gorionika lončića H40 izrađenih od prokroma ,koji su ravnomjerno raspoređeni na udaljenosti 110 do 130 mm jedan od drugog raspon ovisi o tome koliku toplinsku moć i snagu grijača trebamo sigurnosni dijelovi sistema ,protuplamenski suhi osigurač i glavni napojni ventil.
UPOTREBA GRIJAČA U PRAKSI
Nakon izrade i ispitivanja koji su obavljeni u krugu poduzeća SIGMAT d.o.o. slijedila je i stvarna upotreba ovakvih grijača u praksi.
Međutim izloženi i najvećim zahtjevima i u najtežim uvjetima ovakav tip grijača pokazao se kao odlično rješenje . Od same izrade do danas upotrebljivani su na velikom broju gradilišta i uvijek su ispunili očekivanja postavljena pred njih.
Ovdje ćemo navesti samo dva primjera upotrebe .Jedan primjer su radovi izvođeni od strane djelatnika ĐĐ MONTAŽA Slavonski Brod
pri izvođenju zavarivačkih radova na rekonstrukciji platforme Labin.U ovom projektu vršilo se predgrijavanj sitnozrnatog materijala S690QL debljine od 10-80 mm na visini od 100 m. Zadana temperatura predgrijavanja je bila 150° C , a međuslojna temperatura 220°C. Drugi primjer je upotreba ovih grijača na radovima u Njemačkoj na zavarivanju pri remontu visoke peći u DUISBURGU gdje je predgrijavan materijal S355J2G3 debljine 80 mm , kutni zavar s provarom,radove su izvodili djelatnici poduzeća ZM MONTAG

{kind=link}